
In dieser Episode des Innoformo Podcasts begrüßen wir Norbert Schilling, Produktmanager und Leiter Marketing bei FMS Force Measuring Systems AG. In einem technisch fokussierten Gespräch diskutieren wir über die segmentierte Messwalzentechnik von FMS, deren Einsatz entlang der Lieferkette, ihren Beitrag zur Nachhaltigkeit und die Rolle der Digitalisierung.
Hauptthemen:
Einführung und Hintergrund von FMS:
– Entstehung aus der Firma FAG Kugelfischer im Jahr 1993.
– Aufbau des Unternehmens mit Standorten weltweit und einem Hauptsitz in der Schweiz.
– Norbert Schilling als Produktmanager und Leiter Marketing bei FMS seit knapp 10 Jahren.
Produktportfolio und Anwendungen:
– Kernkompetenz der Kraftmessung, insbesondere bei bahnförmigen Materialien.
– Spezialisierung auf Bahnzugmessung in der Papier- und Folienindustrie sowie Draht- und Kabelindustrie.
– Einsatz in der Schüttgutindustrie für Förderbandwaagen.
Technische Details zur segmentierten Messwalze FMS-segFORCE:
– Funktionsweise und Vorteile der segmentierten Messwalze gegenüber konventionellen Methoden.
– Flexibilität in der Segmentierung und Anpassung an verschiedene Materialien und Anwendungen.
– Praktische Beispiele aus der Industrie, wie das Projekt mit Bischof und Klein zur Verbesserung der Produktionsqualität.
Innovationen und Entwicklungen:
– Optimierung und Erweiterung der konventionellen Zugmessungen.
– Einsatz von Online-Tools und Softwarelösungen zur Visualisierung und Auswertung der Messdaten.
– Trends in der Digitalisierung und die Bedeutung der Nachhaltigkeit in der Produktion.
Praktische Herausforderungen und Lösungen:
– Umgang mit Schwingungen und Hängekanten in der Materialverarbeitung.
– Anwendungen in High-Speed-Maschinen und spezielle Anforderungen in der Papierindustrie.
– Kalibrierung und Wartung der Messsysteme, inklusive praxisnaher Tipps und Empfehlungen.
Persönliche Einblicke von Norbert Schilling:
– Leidenschaft für Motorräder und Restaurierung alter englischer Motorräder.
– Engagement in der Landwirtschaft und der Natur im Schwarzwald und den Alpen.
Schlusswort:
Norbert Schilling betont die Bedeutung der genauen Kenntnis des Spannungsverlaufs in Materialbahnen und ermutigt potenzielle Kunden, sich intensiver mit den Möglichkeiten der segmentierten Messwalzentechnik auseinanderzusetzen.
Bildrechte und weitere Infor mationen:www.fms-technology.com
Alle Episoden abonnieren
Transkript
Automatisch generiertes Transkript. Kann einzelne Fehler enthalten. Bitte den Originalton für verbindliche Aussagen verwenden.
Heute begrüße ich im Innoform-Podcast Norbert Schilling von FMS. Force Measuring Systems heißt das ausgesprochen und wir beschäftigen uns in einem etwas nördig geratenen Gespräch unter Ingenieuren mit Messwalzentechnik, insbesondere die segmentierte Messwalze von FMS hat es uns angetan und wir bereden entlang der Lieferkette, wo so ein System sinnvoll ist, wie das zur Nachhaltigkeit beiträgt und welche Rolle Digitalisierung in diesem System heute schon spielen und in Zukunft spielen werden. Seien Sie gespannt auf Norbert Schilling. Herzlich willkommen, Herr Schilling im Innoform-Podcast.
Grüß Gott, Herr Schröder, vielen Dank für die Einladung. Wir sind remote verbunden, Ton haben wir gecheckt, Leute, alles gut funktionieren. Ich freue mich, dass wir das erste Mal miteinander tatsächlich auch über ihre neuen Produkte und überhaupt das doch komplizierte Thema Bahnsteuerung, Bahnmesssystem und so weiter reden wollen. Bevor wir das tun, wollen wir Sie natürlich ein bisschen besser kennenlernen.
Was ist Ihre Funktion bei FMS und was bedeutet FMS überhaupt? Ja, ich bin der Produktmanager und Leiter Marketing hier bei FMS in der Schweiz. Ich bin seit knappen zehn Jahren hier in der Firma. Ich habe so eine Schnittstellenfunktion als Produktmanager zwischen Kunde und internen Abteilungen wie Forschung, Entwicklung und bin verantwortlich für die Produktstrategie und Pflege im Bereich Marketing natürlich alles, was Messeauftritte angeht, Verkaufsdokumente, Kommunikation allgemein unserer Webseite natürlich und die Inhalte unserer Social-Media-Kanäle.
Außerdem kümmere ich mich auch noch um die technische Dokumentation unserer Produkte. Auch ganz wichtig. Das ist ja ein oft nicht so gern geliebtes Feld. Erzählen Sie es noch mal.
FMS Force Measuring Systems AG heißt das. Wofür steht FMS? Genau. Also FMS hat seinen Ursprung eigentlich aus der Firma F.A.G Kugelfischer hier am Standort Oberglatt in Zürich und ist eigentlich dort heraus entstanden 1993.
Da hatte der damalige oder der heutige Geschäftsführer Jörg Inheller zusammen mit ein paar anderen Mitarbeitern die sämtliche Abteilung Kraftmesstechnik der Firma F.A.G in einem Buyout übernommen und die haben dann zusammen die Firma FMS Boss Measuring Systems AG gegründet. Die meisten der Mitarbeiter sind heute auch noch in der Firma, die damals bei der Gründung dabei waren. Toll, wie groß muss ich mir das ungefähr vorstellen? Ja, wir sind ein kleines, mittleres Unternehmen, haben 35 Leute hier am Standort, sind aber weltweit aufgestellt.
Also wir haben eine Tochtergesellschaft in den USA, haben eigene Verkäufer in Deutschland, Österreich, der Schweiz und Italien und im Rest der Welt. Das sind so circa 40 Länder, die wir im Moment abdecken. Arbeiten wir mit Vertretungen. Hochspannend.
Sie liefern ja auch an eine spannende Industrie. Da kommen wir gleich noch im Detail dazu. Wenn Sie nicht bei FMS arbeiten, was machen Sie sonst noch so privat? Erzählen Sie mal ein bisschen.
Motorrad-Leidenschaft und Landwirtschaft nebenberuflich
Ja, ich war schon immer sehr, sehr Motorrad begeistert, also früher mehr auf der Straße und im Rennsport tätig. Heute im gesetzten Alter, will ich mal sagen, verbringe ich eigentlich lieber mehr Zeit in der Werkstatt. Die Straße wird ja immer gefährlicher. Bastel dort eigentlich und restauriere alte englische Motorräder zusammen mit meinem kleinen Sohn.
Nebenbei habe ich noch ein bisschen Landwirtschaft, ein paar Schafe, Streuobst, Wiesen, Wald, was man halt so hat als altes Landei. Und so oft es geht, bin ich mit meiner Familie in der Natur unterwegs. Im Schwarzwald sind wir ruckzuck. In den Alpen ist es nur eine kurze Strecke ins Elsass.
Da sitzen wir hier in der Nordschweiz sehr, sehr zentral. Wirklich eine schöne Region. Ich liebe die auch sehr und versuche auch oft im Urlaub dort hinzureisen. Wenn ich in diesem Sommer tatsächlich auch wieder mal vorbeikomme, freue ich mich schon drauf.
FMS bietet eine ganze Reihe von Produkten an. Wir wollen gleich über ein ganz spezielles Produkt sprechen. Aber vielleicht können Sie noch mal so einen groben Überblick geben. Was?
Womit Sie sich eigentlich so tagtäglich beschäftigen vorab? Also wir sind eigentlich seit 1993 mit unserer Kernkompetenz der Kraftmessung unterwegs. Kraftmessung – ein bisschen im Speziellen. Also wir machen Komponenten zur Bahnzugmessung, also bahnförmige Materialien.
Dort stellen wir fest, wie hoch die Zugspannung auf den Materialien ist. Ganz einfach ein Beispiel: Papier oder Folienbahnen, dass die halt beim Transport oder bei der Förderung durch die entsprechenden Anlagen nicht beschädigt werden, nicht zu stark gespannt sind, nicht zu schwach gespannt sind. Das ist eigentlich tatsächlich eine unserer Kernkompetenzen. Wir haben diese Kraftmesstechnik – Force Measuring Systems – aber auch dahin weiterentwickelt, dass wir jetzt auch andere Märkte für uns entdeckt haben.
Wir sind seit 15, 20 Jahren sehr erfolgreich in der Draht- und Kabelindustrie unterwegs. Messen dort die Drahtspannungen auch in rotierenden Anlagen sehr speziell. Was noch mit Funkübertragung zu tun hat – zum Beispiel haben wir aber auch noch ein weiteres Standbein in der Schüttgutindustrie. Also dort stellen wir zum Beispiel auch Förderbandwagen her, die aber ebenfalls auf der Technologie zur Kraftmessung wie in bahnverarbeitenden Anlagen basieren.
Wir hatten damals, bevor wir jetzt ins Digitale gehen, mal so ein Problem, dass wir immer Schwingung hatten in einer Anlage, die letztendlich stellte sich dann raus – auch tatsächlich durch eine Kraftmessung entstand, die wiederum aber deswegen entstand, weil wir eine Hängekante produziert hatten und so die Messung total ins Schleudern geriet. Sind das auch Probleme, mit denen Sie heute noch kämpfen? Oder ist das alles gelöst? Das ist ja 30 Jahre her, was ich jetzt erzählt habe.
Hängekante und Schwingungen in Anlagen
Also das ist tatsächlich dieses Stichwort Hängekante zum Beispiel. Das ist ein Thema, was wir nachher ansprechen können bei der FMS SegFORCE nochmal. Das war früher eigentlich gar nicht zu erkennen. Mit konventioneller Messtechnik – mit der FMS SegFORCE können wir das jetzt nun erkennen.
Aber Schwingungen, egal ob an der Materialbahn oder an der gesamten Anlage, sind heute auch noch ein Thema, wenn auch nicht mehr so gravierend, da wir diese Störeinflüsse eigentlich zum großen Teil mit Maschinenbauern eliminieren können. Genau. Gehen wir mal rein. FMS SegFORCE hatten Sie eben schon als Markennamen genannt.
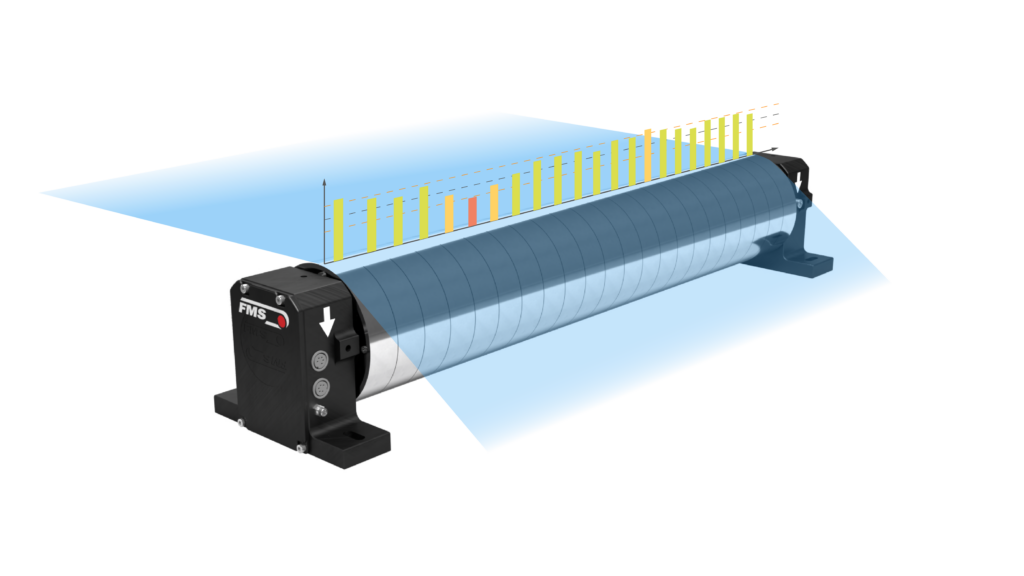
Was muss ich mir darunter grob vorstellen? Vielleicht können Sie es mal so ganz grob mit hoher Flughöhe erst mal dem Laien, der nicht ganz so tief in der Messtechnik drin steckt, erläutern. Fangen wir doch mal an mit der konventionellen Zugmessung. Die normale Zugmessung ist eigentlich eine Umlenkwalze, an der links und rechts jeweils ein Kraftmesslager befestigt ist.
Das heißt, über die Materialbahn, über die Schwingung der Materialbahn habe ich eine gewisse Krafteinwirkung auf diese Umlenkwalze. Und diese Krafteinwirkung kann ich mit unseren Kraftaufnehmern oder mit den Kraftsensoren messen. Problem bei der ganzen Geschichte, ich habe maximal nur zwei Messwerte, die ich bekomme. Also ein Kraftsensor links, ein Kraftsensor rechts.
Das heißt, ich weiß zwar ganz grob, was mit dem Material passiert in Bezug auf Zugspannung, aber ob es Unterschiede gibt innerhalb der Materialbahn, das kann ich leider nicht sagen. Und bei der FMS SegForce ist es jetzt so, wir haben da eine starre Achse und auf dieser starren Achse befinden sich bis zu 50 einzelne Kraftaufnehmer. Das heißt, ich kann über die Materialbahnbreite verteilt bis zu 50 Messwerte für die Zugspannung in der Materialbahn messen. Und somit weiß der Kunde jetzt auch, was passiert, zum Beispiel bei überdehnten Kanten oder habe ich zum Beispiel eine überdehnte Stelle innerhalb der Bahn.
Ich weiß sofort, wie sieht die Qualität meiner Materialbahn aus, wie sieht die Spannungsverteilung in meiner Materialbahn aus. Das müssen wir jetzt noch mal ein bisschen besser verstehen. Wenn ich mir das jetzt vorstelle, sie haben jetzt ich gehe mal von einer normalen Flexodruckmaschine aus. Ich habe eine 13 oder 14 Meter Bahnbreite.
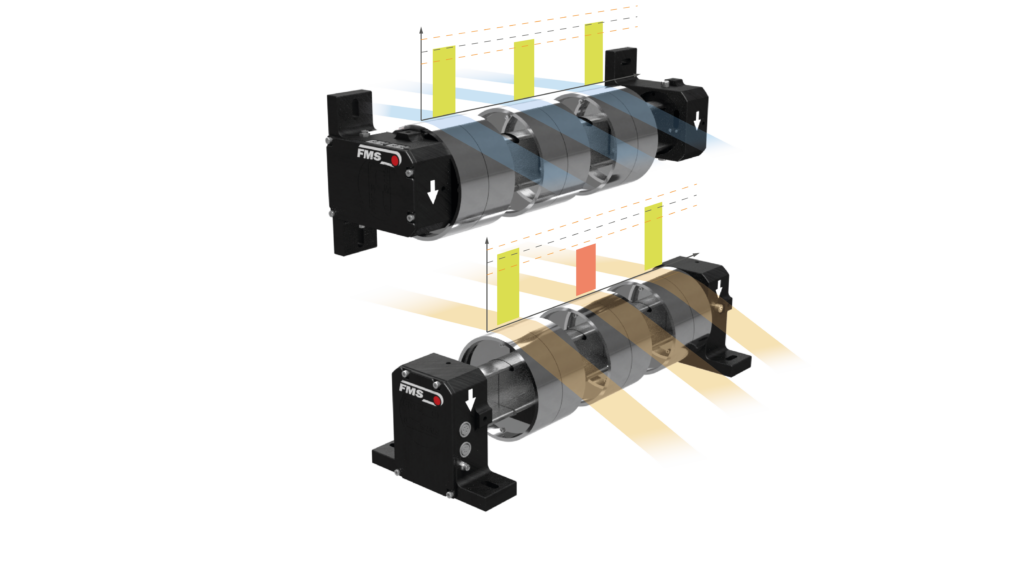
Wie viele Segmente haben Sie dann auch 50 immer? Nö, also wir sind da sehr flexibel. Wir haben eine Mindestbreite von 36 Millimetern, die wir ausliefern können. Also Segmente mit 36 Millimetern Stück an Stück oder eine maximale Breite von 200 Millimetern.
Also das kommt darauf an, wie genau will der Kunde wissen, wie seine Zugverteilung ist, wie genau muss er das haben? Was fordert zum Beispiel auch das Material? Also eine Kenngröße, eine Faustformel hier in dem Bereich wäre zum Beispiel je flexibler, je empfindlicher das Material, desto schmaler will ich meine Segmentbreite. Ich habe aber zum Beispiel auch die Möglichkeit, durch diese extrem schmalen Segmente auch diese FMS SegForce zum Beispiel in Rollenschneidern zu platzieren.
Flexible Messwalzen mit 18mm Abschnittsbreite
Denn es ist ja eine gängige Breite, diese 18 Millimeter Abschnittsbreite bei den Nutzen, um dort zum Beispiel die Wickelzüge auch der einzelnen Nutzen aufnehmen zu können. Genau, diese Walzen sind starr montiert oder kann ich die später auch nochmal, wenn ich jetzt eine andere Nutzenzahl habe oder so, variieren? Kann ich mir sowas auch wünschen oder wechsle ich dann vielleicht sogar die Walze? Wie geht das?
Genau, das Grundkonzept unserer Messwalze ist tatsächlich so, dass wir volle Flexibilität liefern im Bezug auf die Position der Segmente. Also ich kann die Segmente tatsächlich auch auf der Achse verschieben, wenn ich das will. Kann sie auch relativ einfach austauschen. Also es ist ein Plug-and-Play-System.
Ich habe da keine Steckverbindungen zwischen Segment und eigentlicher Achse. Das läuft alles über Gleitschienen, über Kontaktschienen. Die Segmente werden auf dieser Achse durch Pneumatik gesichert. Also ich gebe Luftdruck auf das System und damit sind die Segmente dann gegen das Verschieben gesichert.
Die eigentliche Flexibilität, wie wir sie auch uns vorgestellt haben im Bezug auf die Anwendung in Rollenschneidern zum Beispiel, dass eben der Kunde sagen kann, ich will für Produkt A 6 × 50 Millimeter Segmente drauf haben. Für Produkt B brauche ich dann aber bloß 3 × 100 Millimeter Segmente zum Beispiel. Das ist so vom Markt eigentlich nicht angenommen worden. Wir bieten es zwar immer noch an, aber es hat sich herausgestellt, dass der Markt mittlerweile sagt, nee, also ich nehme für meine Rollenschneider ebenfalls voll bestückte Messwalzen der SegForce und werte dann aber bloß diese Segmente aus, bei denen tatsächlich auch ein Signal ankommt.
Die anderen Segmente werden einfach nicht berücksichtigt. Genau. Ich kann mir vorstellen, dass es in der Praxis einfacher ist, dass man nicht immer den Schraubenschlüssel rauskommen muss und dann wieder was verschieben muss und dann einfach nur softwaremäßig das quasi abdeckt. Genau, das Verschieben und Austauschen geht zwar einfach, aber ist natürlich trotzdem Aufwand.
Und wenn ich das so erledigen kann, einfach über das Gruppieren einzelner Segmente, dass ich als einen Abschnitt läuft, zwar über drei Segmente. Also gruppiere ich mir diese drei Segmente zusammen, addiere die Messwerte und habe dann praktisch den aktuellen Zugwert dieses Nutzens. Genau. Kommen gleich noch mal gerne wieder zurück auf die Technik.
Aber ich will noch mal eben verstehen. Sie hatten gerade schon gesagt Rollenschneider. Liefern Sie dann Ihre Walzen dann an den Rollenschneider, den Produzenten oder an denjenigen, der die Rollenschneider betreibt? Das ist tatsächlich ein Unterschied zu unserer Standard-konventionellen Zugmessung.
Die konventionellen Komponenten der Zugmessung liefern wir eigentlich hauptsächlich an Maschinenbauer. Das heißt, sie bauen ihre Maschinen, ordern bei uns die Kraftaufnehmer, Messverstärker etc., bauen das ein und liefern das praktisch dann an die Produzenten aus. Die FMS SegForce hingegen ist tatsächlich ein Produkt, was wir hauptsächlich an Endkunden vertreiben.
SegForce Messsystem für Problemlösungen
Das ist oftmals dort der Fall, wenn Endkunden an ihre Grenzen stoßen im Sinne von: Ich habe ein Problem mit einer Anlage. Ich laufe immer wieder in Stillstände rein und kann die Ursache nicht herausfinden. Das heißt, ich muss tiefer in meine Materialien gehen. Ich habe vermutlich ein Materialproblem mit einer Motorrolle zum Beispiel.
Und das untersuchen Sie dann praktisch mit der FMS SegForce. Auf Ihrer Internetseite habe ich gelesen, Sie haben auch ein Spezialprojekt gemacht für Bischof + Klein. Das hat mich sofort angesprochen. Ich habe damals zehn Jahre gearbeitet.
Da sind mir total viele Anwendungsfälle von damals wieder eingefallen. Haben Sie da mal ein Beispiel für uns aus der Praxis? Genau, also gerade bei Bischof + Klein war es auch so. Sie hatten an einem Triplex-Laminator ein Problem immer wieder auftretend, nicht nachvollziehbar, und haben das letztendlich vermutet, dass es die Qualität der Motorrolle war, die Sie zum Teil aus der eigenen Fertigung, also aus dem eigenen Extrudierer bezogen, aber auch von Lieferanten bezogen.
Und der Produktionsleiter dieser Laminiermaschine, der hatte praktisch diesen Leidensdruck, dass er tatsächlich sagte, er muss irgendwas unternehmen. Anders kriegt er seine Produktionszahl nicht hin und hat dann gesagt, er will wissen, wie die Spannungsverläufe sind in seinen Motorrollen und hat dann unsere SegForce zunächst mal direkt beim Eingang vom Laminator installiert und zu guter Letzt aber auch direkt nach der Extrusionslinie. Können Sie das klassifizieren? In welcher Stelle der flexiblen Verpackungsproduktion wird es häufig eingesetzt?
Mehr vorne schon bei der Extrusion, beim Weiterverarbeiten, Drucken, Kaschieren oder dann hinten eher beim Schneiden oder verteilt sich das gleichmäßig? Nee, also die Hauptanwendung ist tatsächlich, ich sag mal, in der Veredelung, also tatsächlich beim Beschichten, beim Laminieren. Dort sind im Moment unsere Hauptanwendungen. Genau.
Wir haben auch andere Kundengruppen, sage ich mal, sehr stark im Moment natürlich. Batteriefolien ist halt einfach gerade ein sehr boomender Sektor und die setzen sie von vorne bis hinten ein tatsächlich, also tatsächlich von der wahren Eingangskontrolle schon. Bevor sie irgendwas machen am Material, wollen sie erst wissen, ist das Material von der Zugverteilung her in Ordnung bis hinten, bis zum Aufwickler, denn nach dem Rollenschneider genau. Und das ist ja eigentlich auch sinnvoll, dass man in jeder Stufe schon quasi die Qualität unter Kontrolle hat und dann eben auch nachsteuern kann.
Zum Beispiel Ausschussstellen, die ja doch immer mal wieder passieren können, rausschneiden. Mir fällt ein konkreter Fall jetzt spontan ein, abgesehen vom Skript. Bogenlauf ist ein Thema von Blasfolie. Das heißt, wenn man dann 25 Meter Folie beispielsweise auf einen glatten Boden auskehrt, sieht man, dass die Folie eine Drift hat, also quasi eine Hängekante, würde man auch sagen.
Also das liegt aber ja eben dann an der Regulierung oben an der Extrusion. Können Sie sowas rausmessen, solche Bogenläufe, solche Hängekanten? Und wie erkenne ich die dann bei Ihrer Messtechnik? Hängekanten können wir definitiv rauslesen.
Eigenversuche und Kundenerfahrungen dokumentiert
Das haben wir in Eigenversuchen herausgestellt. Wir haben ja in der Schweiz eine kleine Anlage stehen, bei denen wir verschiedene Materialien durchlaufen lassen können. Es ist aber tatsächlich so, dass wir den Kunden sehr oft helfen können. Das Feedback bekommen wir.
Aber was tatsächlich die Kunden gesehen haben bei ihren Materialien und wie sie es korrigiert haben oder ob sie es korrigieren konnten, das erfahren wir leider, leider nur ganz selten. Ja, das kann ich mir vorstellen. Und zwar damals auch im Maulkorb vorgebunden wurden. Sowas durften wir natürlich dann nicht zurückerzählen, weil wir natürlich das noch für uns behalten wollen.
Das wäre natürlich auch schön für uns, da eine gewisse Erfahrungskurve aufzubauen. Aber das ist tatsächlich sehr, sehr schwierig, dort an brauchbare Informationen zu kommen. Also die Kunden, wie gesagt, sind sehr oft zufrieden. Wir können sehr, sehr vielen Kunden dort schon gut helfen.
Aber wo genau die Probleme lagen und wie die Lösungen ausgesehen haben, das erfahren wir noch leider sehr, sehr selten. Ich kann mir vorstellen, bei Ihnen fallen auch viele Daten an. Welche technologischen Herausforderungen und Trends vielleicht gibt es auch bei dieser segmentierten Messmethode? Nutzen Sie KI dafür?
Haben Sie eine Excel-Tabelle? Wie muss ich mir das vorstellen? Also prinzipiell ist die Menge an Daten natürlich immens. Wenn Sie sich vorstellen, also zwei Kraftaufnehmer an einer Messwalze, die 24/7 läuft, da kommt schon ganz schön was zusammen.
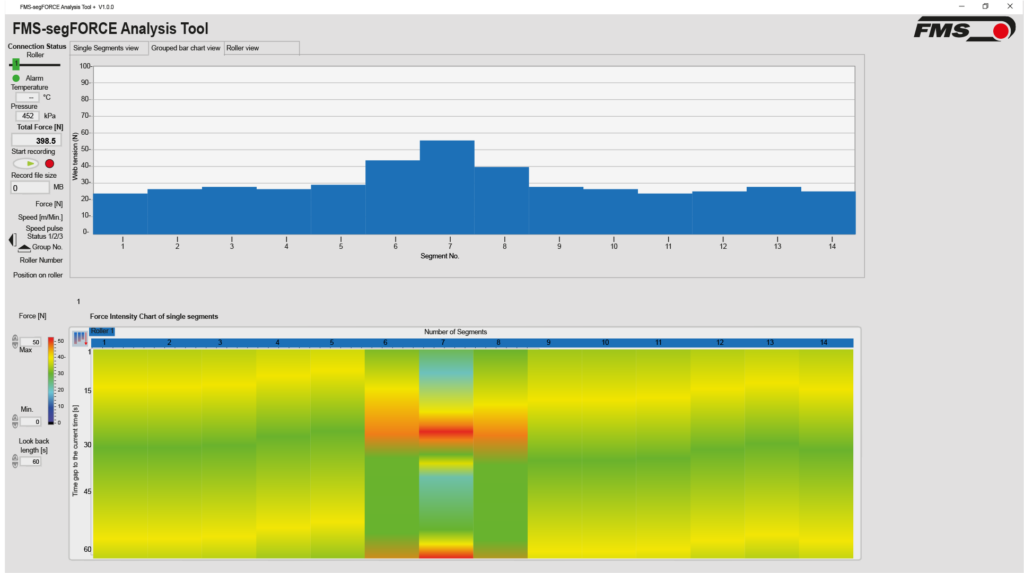
Jetzt haben Sie das Ganze nochmal 25, also 50 Messwerte mit einer Zykluszeit von 1,5 Millisekunden, die wir weiterleiten. Da haben wir verschiedene Möglichkeiten, die der Kunde haben kann. Also wir haben zum ersten Mal eine relativ ausgereifte Software, die wir anbieten von Hause aus, also dass der Kunde direkt mal eine schöne Visualisierung hat. Was macht denn der Zugverlauf?
Das ist zum einen ein ganz einfaches Balkendiagramm, wo man sehen kann, wir haben 50 Balken nebeneinander und die Zugspannung ist einigermaßen eben, ist einseitig. Ich habe abgeflachte Kanten oder ich habe zum Beispiel Ausbeulungen im Material und darunter sieht man auch relativ schön ein Histogramm. Das heißt, im zeitlichen Verlauf sieht man die Unterscheidung oder Verlauf des sogenannten Zugprofils, wie wir das nennen. Genau, das ist die eine Möglichkeit.
Mittlerweile haben wir aber auch die Möglichkeit, dass wir die ganzen Messdaten auch per ProfiNet oder EtherNet IP oder EtherCAT-Protokoll an die SPS übertragen können, sodass im Prinzip die ganze Datenspeicherung direkt in der SPS beziehungsweise im ERP-System vom Kunden erfolgen kann. Da hören wir viel in Vorträgen unserer Konferenzen, dass da große Bemühungen der großen Maschinenhersteller auch unterwegs sind, zentral die Daten natürlich vielleicht sogar in der Cloud zu housten. Also da sind Sie auch Lieferant von Daten sozusagen in Form von, ja, Einzelwerten für die segmentierte Walze, oder? Das ist so, genau, das ist so.
Extrusionsprozesse und Cloud-Lösungen
Also wir bemühen uns im Moment noch nicht um so eine Cloud-Lösung, da wir im Prinzip ja nur ein kleines Zahnrädchen in dieser großen Anlage sind. Aber wir sagen natürlich, wenn der Kunde die Daten weiter verwenden will in einer Cloud für weitere Analysen etc., besorgen wir das so, dass er es möglichst einfach hat, natürlich. Also eben, wenn er sagt, er braucht die Daten analog, dann kriegt er die analog. Wenn er sagt, er will sie digital in ProfiNet, dann kriegt er das natürlich dementsprechend so, genau.
Jetzt haben wir ja über Extrusion und über Veredelung gesprochen. Extrusionsprozesse sind in der Regel sehr langsam laufende Prozesse. Da kann ich mir vorstellen, ist das relativ simpel. Wie sieht das aus mit High-Speed-Maschinen?
Sie sprachen noch Papierindustrie an. Ich sage mal, wenn da eine Maschine mal so mit 800 oder 1000 Metern läuft, geht das auch mit Ihrer segmentierten Walze? Oder kommen Sie dann irgendwann an Grenzen? Haben wir bis jetzt noch nie die Anfragen, also gerade im Sektor Papier, wo wir es ja tatsächlich auch mit Riesenbahnbreiten zu tun haben.
Da muss man vielleicht auch noch in einer kleinen Nebenbemerkung erwähnen. Die Seg-Force, die liefern wir höchstens in Breiten bis zwei Meter. Also tatsächlich. Dann kommen wir mechanisch einfach an die Grenzen.
Von da haben wir keine längeren Walzen, die wir anbieten. Aber wir haben auch schon mit Aluminiumfolie zum Beispiel Tests gefahren bis 800 Meter pro Minute. Also das ist auch möglich. Also nach oben hin geht das.
Muss man das softwaremäßig was anpassen oder bildet das alles Ihr Paket ab? Nee, eigentlich gar nicht. Also wir stellen im Vorfeld, so gut es geht, natürlich sicher, dass wir in keine Eigenresonanzen kommen mit unseren Messkomponenten. Aber ansonsten spielt es eigentlich keine Rolle, wie schnell die Walze läuft.
Ich habe ein Demosystem, was ich auf Messen dabei habe. Das läuft mit zwei Metern pro Minute. Das kann ich hochregeln. Bis auf, ich glaube, 600 Meter pro Minute.
Da kamen noch nie irgendwelche Schwierigkeiten auf, die wir gehabt haben. Und wie gesagt, beim Kundenprojekt maximal mit 800 Metern pro Minute. Das war absolut kein Thema. Ich habe auch mitbekommen im Vorgespräch, Sie machen auch viele Spezialanfertigungen.
Branchenspezifische Anwendungen und Maschinentypen
Können Sie da mal ein paar Beispiele nennen? Welche Industrie muss ich mir vorstellen und welche Maschinentypen vielleicht auch, wo Sie da besonders gerne oder besonders häufig auch Spezialitäten anbieten? Also da sind wir tatsächlich ultimativ gut aufgestellt über alle Industrien, über alle Anlagen. Das ist der Vorteil, wenn Sie ein kleines, flexibles Unternehmen sind.
Wir können auf Zuruf relativ viel machen. Also bei uns muss man auch keine Tausender-Stückzahlen abrufen, um eine kundenspezifische Lösung zu generieren. Wenn wir sagen, wir können hier gut kostendeckend arbeiten, dann sind wir auch mal für ein paar Dutzend Spezialkraftaufnehmer zum Beispiel dabei. Es ist halt auch leider so, dass selbst diese kundenspezifischen Projekte oftmals der Geheimhaltung unterliegen.
Natürlich, die wollen ihr Know-how schützen. Wir natürlich unseres auch dementsprechend. Aber es sei so viel verraten: also kundenspezifische Lösungen fangen für uns an, zum Beispiel schon, wenn der Kunde ein spezielles Kabel haben will, einen speziellen Stecker haben will, bloß ein, zwei Maße von einem speziellen Kraftaufnehmer angepasst haben will, bis hin aber zu tatsächlich kundenspezifischen Lösungen mit integriertem Messverstärker, mit speziellen Schnittstellen, mit Spülgasanschlüssen und so weiter und so fort.
Also da gibt es tatsächlich so viel oder ein aktuelles Projekt, was wir zum Beispiel haben. Es gibt einen Hersteller von Kraftaufnehmern, den es eben nicht mehr gibt. Die Firma Philips Electronics, die waren früher auch mal tätig im Bereich. Hier haben wir die Anfrage von einem Kunden bekommen, ob wir nicht einfach diese Kraft aus Kraftaufnehmern nachbauen könnten, damit er einen einfachen Ersatz für seine Anlage hat.
Prompt haben wir das gemacht und sie gleich ins Standardsortiment aufgenommen. Also da kann auch schnell mal aus der kundenspezifischen Anfrage ein Standardprodukt werden, zum Beispiel. Sie hatten ja erwähnt, dass ich von einem Lagerhersteller eigentlich abstamm. Ich selber hatte damals auch mal als Student so einen Katalog, musste dann immer für meine technischen Zeichnungen nachgucken, welches Lager das richtige ist und so weiter.
Erinnere ich mich noch gut dran. Wie lange hält denn so eine Walze? Hat die einen Verschleiß? Muss ich da einen Wartungsplan einhalten?
Was muss ich da beachten? Also bei der Messwalze selber haben wir natürlich keinen großen Verschleiß. Einzige Verschleiße, die drinnen sind, sind die Wälzlager, die sind aber sehr stark überdimensioniert. Aufgrund der Konstruktion haben sie einen sehr, sehr großen Durchmesser bei uns.
Und wenn da keine, ich sage mal, aggressive Medien in der Atmosphäre sind, haben wir überhaupt kein Problem mit der Laufzeit. Genau. Also wir haben jetzt Anwendungsfälle aktuell bei Batterieherstellern, wo wir tatsächlich aufpassen müssen mit zum Beispiel Karbonstaub. Da haben wir einfach ein bisschen bessere Dichtungen eingebaut und geschaut, dass wir unsere Elektronik so gut als möglich schützen.
Walzenlager: Verschleiß und Lebensdauer
Aber ansonsten spielt das für uns eigentlich keine Rolle. Genau. Also das Wälzlager als Verschleiß, diese Zeiten sind eigentlich auch seit 20, 25 Jahren vorbei. Genau.
Genau. Wenn das Lager richtig ausgelegt wurde damals, dann hält das eigentlich ein Leben lang. Genau. Also wir kriegen auch heute Kraftmesslager rein.
Die haben wir vor 25 Jahren ausgeliefert. Die kommen rein, die werden gereinigt, neu kalibriert, vermessen und wieder zum Kunden geschickt für die nächsten 25 Jahre. Genau.
Stichwort kalibriert. Wir betreiben ja auch ein Prüflabor. Da werden viele Geräte täglich sogar kalibriert bei uns im akkreditierten Labor. Das muss man bei Ihrer Wahl sicherlich nicht machen, aber sollte man wahrscheinlich schon hier und da mal wieder einen Kalibrierungslauf machen.
Geht das automatisch? Muss man das bei Ihnen bestellen? Wie oft empfehlen Sie das? Wie geht das?
Nö, also es ist tatsächlich so wie bei unseren anderen konventionellen Kraftmesslagern. Die Tarierung und die Kalibrierung macht man nach der Inbetriebnahme. Das heißt, wir machen die Tarierung, indem wir einfach dieses Walzengewicht beziehungsweise das Gewicht der Einzelsegmente subtrahieren und damit die Null-Ausstellung haben. Dann bilden wir ganz normal, wie bei jeder Kraftmessstelle eigentlich, die Materialbahn nach mit einem Draht oder mit einer Schnur zum Beispiel – hängen dort ein Gewicht an, was bekannt ist.
Drücken, kalibrieren über die Software und das war es im Prinzip. Und wenn ich keine größeren Unfälle oder im Wartungsfall zum Beispiel Konflikte habe, dann ist diese Kalibrierung eigentlich damit abgeschlossen. Natürlich im Zuge der jährlichen Wartung oder der jährlichen Instandsetzung wird eine neue Kalibrierung empfohlen. Aber ansonsten ist es tatsächlich nach dem Motto „Set it and forget it“ bei uns erledigt.
Genau. Also eine wartungsfreie Messeinheit eigentlich. Wenn man will, kann man sie einbauen in seinen Wartungsplan und selber kalibrieren, habe ich verstanden. So ist es genau.
Zukünftige Innovationen und Entwicklungen
So etwas lieben wir natürlich als Produktionsleute. Sie haben sicherlich noch mehr Innovationen und Entwicklungen am Start. Können Sie uns da noch einen Ausblick geben? Wo geht die Reise hin?
Worüber machen wir nächstes Jahr ein Podcast, wenn wir über Innovationen reden? Also ich denke, bei uns geht die Reise sicherlich in Richtung Optimierung und Erweiterung unserer konventionellen Zugmessungen. Unser Hauptstandbein mit 60, 70 Prozent am Umsatz. Das sind einfach unsere Kraftaufnehmer, unsere Messverstärker.
Was die Technologie angeht bei den Kraftaufnehmern, verwenden wir herkömmliche Metall-DMS, also Metall-Dehnmessstreifen, die wir einsetzen. Eine sehr bewährte Technik, die wir mittlerweile so adaptiert haben, dass uns eigentlich in dem Bereich fast keiner mehr das Wasser reichen kann. Wo wir Potenzial sehen, ist sicherlich der Bereich Elektronik. Da geht immer was im Sinne von schneller, höher, weiter.
Sind dort noch alle Grenzen offen, ist auch ein Bereich, der immer wieder nachgefragt wird. Wie schnell könnt ihr die Daten übermitteln? Könnt ihr noch mithalten mit unseren Produktionsgeschwindigkeiten? Was wir aber auch immer laufend machen, ist zum Beispiel, wir haben sehr, sehr viele Online-Tools für unsere Kunden bereitgestellt.
Denn Auswahl und Größenberechnungen vom entsprechenden Kraftmesslager. Das ist nicht ganz ohne. Also das machen auch viele Kunden selber. Viele Kunden wollen das selber machen.
Und da stellen wir auch die entsprechenden Online-Tools gratis zur Verfügung. Und dort wird sicherlich in den nächsten Jahren noch einiges passieren, gerade in Hinsicht auf KI. Also ein Megatrend – wir sind schon dran. Digitalisierung, KI und alles, was dazugehört.
Zweiter Megatrend in der Verpackungsindustrie im Moment? Ja, Nachhaltigkeit. Ist das auch ein Thema für Sie? Haben Sie da auch irgendwelche Ambitionen oder trägt Ihre Walze vielleicht sogar dazu bei?
Nee, also Ambitionen haben wir dort sicherlich keine, was uns angeht. Wie gesagt, wir sind ein KMU im Komponentenlieferantenbereich. Für uns selber haben wir eigentlich den Anspruch, dass wir eigentlich das tun, was wir tun können. Das heißt, wir stützen uns auf regionale Lieferanten, nicht bloß wegen der kurzen Transportwege, auch wegen kurzer Lieferzeiten, um schnell reagieren zu können, sicherlich.
Schnelle Projektabwicklung und Branchenappell
Oder auch Einzelprojekte schnell abwickeln zu können. Das ist ein Vorteil. Man kann zu seinem Fräser hinfahren in einer Viertelstunde, kann mal kurz was vorbeibringen und ihn wieder abholen, dementsprechend. Aber allgemein gesprochen ist es schon so, dass jede Ausschussproduktion, die aufgrund von unserer Zugmessung vermieden werden kann, schreiben wir schon uns auch ein kleines bisschen auf die Fahnen, dass wir da geholfen haben, die Welt ein bisschen nachhaltiger zu machen.
Ganz zum Ende habe ich dann immer noch so eine Überraschungsfrage: wenn Sie so einen Appell richten sollten an die Branche oder jemanden aufrütteln sollten, der Sie jetzt anrufen soll oder was anders machen soll – haben Sie da so eine spontane Idee, was vielleicht ein bisschen auch auf Ihr Produkt bezieht, was Sie so in den Flexpack-Markt, den Labelmarkt hinaus rufen möchten? Also, was tatsächlich die Botschaft ist, die auch bewerbungsmäßig in den Markt hinaustragen will, ist einfach eine kleine Frage – und zwar an unsere Kunden oder auch mögliche Kunden: Wisst ihr eigentlich, wie der Spannungsverlauf, der Zugspannungsverlauf in euren Materialbahnen aussieht?
Das ist genau so eine Frage, die man nur mit solcher Technik, die Sie liefern können, beantworten kann. Ein tolles Schlusswort. Danach kann eigentlich nichts mehr kommen. Vielen herzlichen Dank, Herr Schilling.
Vielen Dank, Herr Schilling. Und das war es schon wieder für heute. Ich hoffe, es war etwas Interessantes für Sie dabei. Und wenn auch Sie einmal Teil dieser Initiative für mehr Flexpack-Wissen werden möchten, melden Sie sich gerne bei mir unter ks@ed.innoform.eu und nicht vergessen, diesen Podcast zu abonnieren, wo immer Sie Podcasts hören.
Tschüss, bis zum nächsten Mal. Ihr Karsten Schröder.