Innoform Coaching presents a comprehensive overview of a unique web seminar on the crucial role of aluminium foil in the flexible packaging industry.
In this web seminar, Dr Günter Schubert explained the production, properties and applications of aluminium foil and discussed various technical aspects.
Manufacture of aluminium foil
The production of aluminium foil begins with the mining of bauxite, from which aluminium is extracted. Günter Schubert then provided a detailed explanation of the process of purifying the raw material and the electrolysis that leads to the extraction of aluminium. The aluminium is then cast into roller ingots and rolled in several steps to achieve the desired thickness.
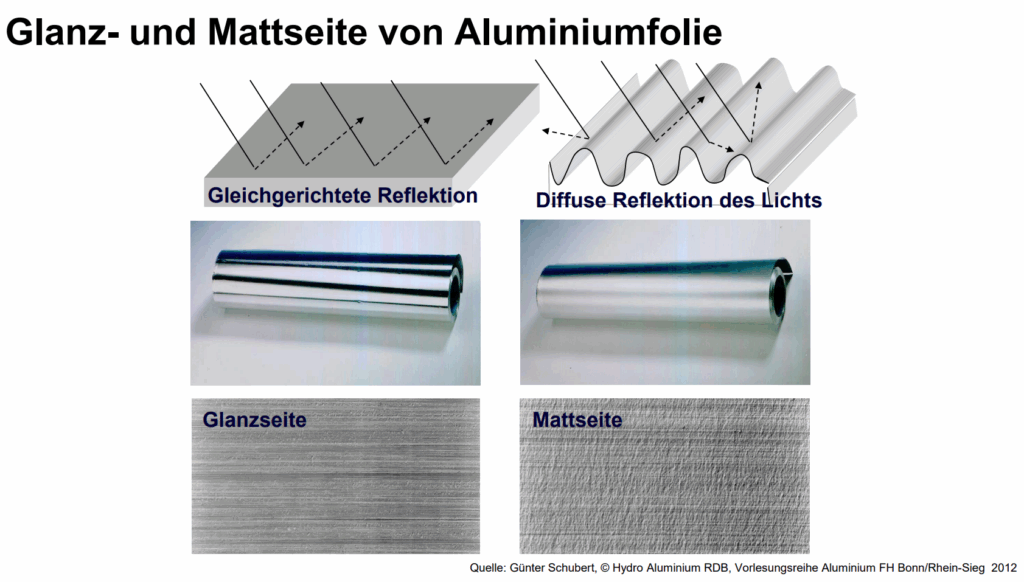
By the way, did you know where the matt and glossy surface of thin aluminium foils come from?
The matt finish is achieved through the process of rolling, where the inner sides are layered on top of each other. The outer surface is characterised by a glossy finish, which is determined by the roughness of the roller surfaces.
The glossy and matt sides of aluminium foil
Properties and advantages of aluminium foil
Aluminium foil is an excellent barrier against oxygen, water vapour and aromas. This property makes it particularly suitable for packaging that requires a long shelf life, such as sterilisable packaging. Mr Schubert highlighted the fact that aluminium foil retains its barrier properties even at high temperatures, making it ideal for use in applications such as cat food stand-up pouches and beverage cartons.
Applications in the packaging industry
One example of the use of aluminium foil is in beverage cartons. Mr Schubert explained how thin aluminium foil is used in beverage cartons to achieve a high barrier effect. He also explained the advantages of induction sealing, in which the aluminium foil serves as an antenna for the heat, enabling fast and efficient sealing.
Aluminium foil is always used in foil applications where an optimal barrier effect is required. Examples include baby food and beverage pouches.
Chemical resistance of aluminium
Aluminium is chemically stable in a pH range of 4 to 8.5. Mr Schubert explained that aluminium can be attacked outside this range, which limits the use of aluminium foil in certain applications. For example, aluminium foil is not suitable for packaging acidic or alkaline contents, such as pickled gherkins.
The future of aluminium foil
The discussion about the future of aluminium foil in the flexible packaging industry showed that aluminium foil will continue to play an important role despite the challenges in recycling. Mr Schubert emphasised that the barrier properties and sealing performance of aluminium foil are unmatched and that it cannot be replaced in many applications.
Conclusion
Aluminium foil offers numerous advantages in the flexible packaging industry, particularly due to its excellent barrier properties and chemical resistance. Despite the challenges in recycling, aluminium foil remains an indispensable material for many packaging applications.
Further events on the topic of recycling can be found here.
Typical applications of aluminium foil in the packaging industry (examples from the web seminar)
- Food packaging
- Cat food stand-up pouches: High barrier against oxygen and water vapour.
- Yoghurt lids: Heat-sealed coating, preserves freshness.
- Coffee packaging: Protects aroma and freshness.
- Beverage cartons
- Orange juice packaging: Prevents vitamin degradation and discolouration.
- Milk packaging: Long shelf life, protection from light and oxygen.
- Pharmaceutical packaging
- Blister packaging: Protection from moisture and light.
- Ointment packaging: Secure sealing, protection from external influences.
- Sterilisable packaging
- Sterilisable pouches: High temperature resistance, secure barrier.
- Medical packaging: Protection during sterilisation.
- Flexible packaging
- Stand-up pouches: High barrier against oxygen and moisture.
- Snack packaging: Protection against moisture and light, preserves freshness.
- Induction sealing
- Beverage cartons: Fast and efficient sealing.
- Pharmaceutical packaging: Secure and fast sealing.