Ein Nachbericht zum Webseminar mit Dr. Henry Drut von FormerFab
Am 12. März 2026 fand unser Webseminar „Papier & Folien auf FFS‑Verpackungs‑Anlagen fehlerfrei verarbeiten – Über die Formschulter zum Produkt“ unter der Leitung von Dr. Henry Drut statt.
Teil 1: Grundlagen der Formschulter & Herausforderungen mit Papier
Warum ist Papier anspruchsvoller als Kunststofffolien
- höhere Steifigkeit
- deutlich geringere Dehnbarkeit
- kritisches Verhalten an der Bahnkante
- erhöhte Reißempfindlichkeit
- andere Reibwerte und Kraftverteilungen
Diese Faktoren machen die Verarbeitung auf vertikalen und horizontalen Schlauchbeutelmaschinen zu einer echten Herausforderung – insbesondere hinsichtlich Faltenbildung, geradem Bahnlauf, Einrissen und Dichtigkeitsproblemen.
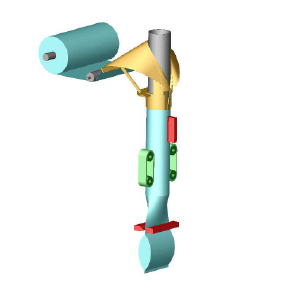
Die Rolle der Formschulter
Henry Drut stellte eindrucksvoll dar, warum die Formschulter das Herzstück des Prozesses ist: Hier treffen Material, Maschinentechnik und Produktgeometrie aufeinander. Unterschiedliche Maschinentypen (vertikal, horizontal, Stickpacks) bringen unterschiedliche Herausforderungen mit sich.
Er zeigte typische Fehlerbilder wie:
- asymmetrischer Lauf
- Falten an der Umformkante
- Risse durch ungünstige Biege- und Druckspannungen
Und er erklärte, wie die Makro- und Mikrogeometrie der Formschulter entscheidend darüber bestimmen, ob Papier sauber läuft oder Probleme verursacht.
Teil 2: Vertiefung – Berechnung, Konstruktion & Optimierung
Berechnungsverfahren & Simulation
Henry Drut erklärte das hauseigene mathematische Berechnungsverfahren, das:
- Linienlängen korrekt abbildet
- Umformprozesse mathematisch modelliert
- individuelle Formschultergeometrien ermöglicht
Auch spannende Einblicke in andere Berechnungsansätze aus Deutschland und China machten sichtbar, wie unterschiedlich die Philosophien sind.
Einlaufwinkel & Umformlänge
Eine der wichtigsten Erkenntnisse:
„Bei Papier beginnt die Reise erst ab 60° Einlaufwinkel.“
Das bedeutet konkret:
- Papier braucht längere Formschultern, um faltenfrei geformt zu werden.
- Maschinenbauer müssen entsprechend Platz einplanen.
- Anwender müssen verstehen, dass Papier nicht 1:1 wie PE‑Folie läuft.
Praktische Beispiele & Verschleißbilder
Anhand realer Formschultern zeigte Henry:
- Unterschiede zwischen gefrästen Schultern und Blechschultern
- typische Verschleißmuster bei Papier
- wie sich korrigierte Mikrogeometrien positiv auf Verschleiß und Laufverhalten auswirken
Besonders anschaulich war der Vergleich zweier Varianten (V6 und V7):
- Trotz gleicher Gesamthöhe zeigte V7 deutlich geringere Abzugskräfte
- Grund: optimierter Faltwinkelverlauf und schonendere Formung
Rissanfälligkeit & Einziehen des Papiers
Papier fädelt man trotz seiner Empfindlichkeit sicher einfädelt wenn man u. g. berücksichtigt:
- keine zusätzlichen Blechführungen oder „Finger“
- saubere, blanke Formschulter
- Kombination aus behutsamem Schieben und Ziehen beim Einfädeln
Auch die Verarbeitung verschiedener Papierqualitäten auf einer Schulter ist möglich – wenn das Eigenschaftsfenster der Materialien überlappt. Ansonsten braucht es mehrere Schultern oder Kompromisse.
Extrem kurze Einlauflängen
Ein Teilnehmer berichtete von Formschultern mit extrem kurzem Einlauf (10 cm bei 300 mm Beutelbreite).
Henry kommentierte offen:
- technisch „mutig“
- nicht nachvollziehbar ohne genaue Betrachtung
- mögliche Erklärung: unzureichende Schultergeometrie des Herstellers
Live‑Video einer asymmetrischen Papierformschulter
Zum Abschluss zeigte Henry ein Live‑Video einer asymmetrischen Formschulter für Zucker, die ohne Formrohr einen erstaunlich stabilen Lauf ermöglichte – ein eindrucksvoller Beweis für fachgerechte Berechnung und Konstruktion.
Fazit
Das Webseminar zeigte sehr deutlich:
- Papier ist ein anspruchsvolles, aber machbares Verpackungsmaterial.
- Der Schlüssel liegt in korrekt berechneten, präzise gefertigten Formschultern.
- Erfahrung und gezielte Tests sind unverzichtbar.
- Moderne Berechnungsverfahren und 3D‑Druckmuster verkürzen Entwicklungszeiten deutlich.
Unsere Teilnehmenden nahmen viele praxisnahe Erkenntnisse mit – von der Basistheorie bis zu sehr konkreten Troubleshooting‑Hinweisen.
Mit diesem Webseminar stärken wir weiter unseren Anspruch, führender Wissenspartner im Bereich flexible Verpackungen zu sein – sowohl über den Testservice in Oldenburg als auch über Innoform Coaching.