
Die 2-jährige Fachtagung in der SKZ-Modellfabrik Würzburg bot am 01./02. Juli 2025 einen umfassenden Einblick in aktuelle Entwicklungen und Trends rund um Barriere-Verbundfolien. Im Mittelpunkt standen neue Materiallösungen sowie innovative Herstellungsverfahren von Monomaterialien. Zudem wurde die Leistungsfähigkeit moderner Folien eindrucksvoll demonstriert und präzise Messmethoden der Permeationsmessung aufgezeigt.

von Dieter Finna
Wer an der Zukunft von Barriere-Verbundfolien arbeitet, fand bei dieser Fachtagung Zugang zu den neuesten Entwicklungen. Die Veranstaltung bot wertvolle Impulse zu aktuellen Trends in der Folienextrusion sowie nachhaltige Verpackungskonzepte mit innovativ hergestellten Polyolefin-Folien. Die zweitägige Veranstaltung bot zudem einen erstklassigen Austausch mit Experten der Verpackungsbranche. Karsten Schröder moderierte das Programm. Hier folgt eine kurze Zusammenfassung der Beiträge.
Dr. Thomas Gröner von TG Pack Solutions zeigte in seiner Präsentation die Auswirkungen der Verpackungsverordnung PPWR auf Barriereverpackungen auf. Zunächst ging er auf die Verantwortung von Erzeuger und Hersteller ein. Der Erzeuger fertigt die Verpackung und ist für deren Konformität verantwortlich, während der Hersteller verpackt Produkte auf den Markt bringt und gegenüber den Behörden verantwortlich ist. Zentrale Herausforderungen ergeben sich durch die generelle Anforderung an die Recyclingfähigkeit von Verpackungen ab 2030 sowie das Erfüllen von Mindest-Recyklatanteilen von Kunststoffverpackung. Besonders problematisch sind Multimaterial-Verbunde, da sie oft nicht sortier- oder recycelbar sind. Hersteller müssen daher verstärkt auf Monomaterial-Lösungen, recyclinggerechtes Design und verbesserte Trennbarkeit setzen.

Beispiele für ein optimiertes Verpackungsdesign durch DfR. (Quelle: Borealis Polyolefine GmbH)
Florian Reiter von Borealis stellte in seinem Vortrag vor, wie sich die Eigenschaften von monoaxial verstreckten Polyolefin-Folien durch gezielte Materialwahl und Prozessführung deutlich verbessern lassen. Hohe Sauerstoffbarrieren bis < 0,5 cm³/(m²*bar*d) lassen sich mit orientierten Folien in Maschinen-Richtung (MDO) erreichen als auch ihr Siegelfenster auf 130-170°C erweitern, bei reduzierter Schrumpfung in den Siegelbereichen. Monoaxial verstreckte PE-Verbundfolien erzielen eine höhere mechanische Festigkeit sowie thermische Stabilität mit gleichzeitig verbesserter Prozesseffizienz beim Verarbeiten der Folien. Solche Lösungen, die im Design for Recycling (DfR) gefunden werden, erfordern die Zusammenarbeit in der gesamten Prozesskette.
Beispiele für ein optimiertes Verpackungsdesign durch DfR. (Quelle: Windmöller & Hölscher SE & Co. KG)
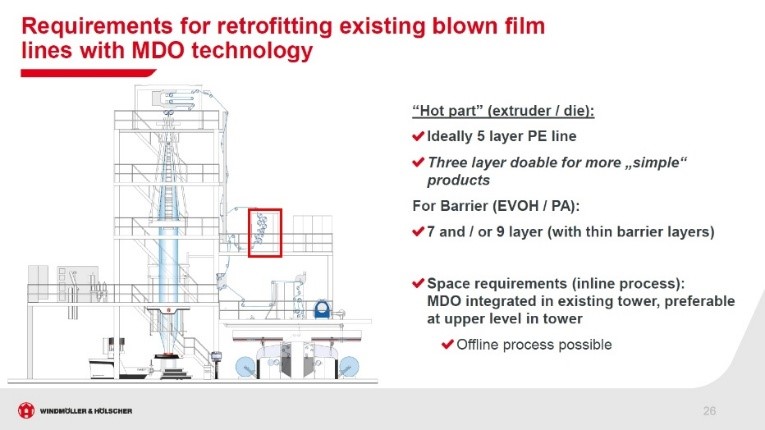
Im Rahmen seines Vortrags präsentierte Hendrik Steen (Windmöller & Hölscher) innovative Konzepte zur Nachrüstung von MDO-Einheiten für eine effizientere Barrierefilmproduktion. Besonders geeignet für ein solches Retrofit sind 5-Schicht-PE-Blasfolienanlagen. Für weniger komplexe Anwendungen lässt sich der MDO-Prozess auch auf dreischichtige Verbunde anwenden. Für die Herstellung hochwertiger EVOH/PA-Barrierefolien empfiehlt sich hingegen der Einsatz von 7- oder 9-Schicht-Anlagen. Wesentliche Voraussetzung für die erfolgreiche Integration einer MDO-Einheit ist, dass sowohl die Auslegung der vorhandenen Extruder und des Blaskopfs als auch die räumlichen Gegebenheiten im Anlagenturm eine effiziente Produktion ermöglichen.
Mit der Implementierung der OPTIFIL P-MDO-Automatisierung gelingt es, den Randbeschnitt der Folien um bis zu 50 % verringern – ein bedeutender Schritt hin zu signifikanten Materialeinsparungen. Insgesamt trägt die MDO-Nachrüstung auch zur Steigerung der Produktionseffizienz bei. Die Herstellung der MDO-PE-Folien ist eine nachhaltige Alternative zu herkömmlichen PET/PE-Verbunden und eröffnet in diesem Bereich neue Marktchancen sowie zusätzliche Absatzpotenziale.
Die Präsentation von Dr. Benedikt Hauer vom Fraunhofer-Institut für Physikalische Messtechnik IPM behandelte die Messtechnischen Anforderungen für die Inline-Qualitätskontrolle von ultradünnen anorganischen Barriereschichten (<50 nm) auf Polymer-Substraten. Diese ultradünnen Oxidschichten dienen zur Verhinderung von Sauerstoffdiffusion durch die Verpackung. Das Messprinzip zur notwendigen Qualitätskontrolle basiert auf Infrarot-Reflexionsspektroskopie, insbesondere der Analyse charakteristischer Si–O- und Al–O-Vibrationsbanden. Gezeigt wurde dies an einem Praxisbeispiel zur produktionsbegleitenden Inspektion in einer industriellen Batch-Beschichtungsanlage. In Rolle-zu-Rolle-Anlagen stellen Dünnfilminterferenzen, Bandflattern und Vakuumbedingungen wesentliche Herausforderungen bei der Messung dar. Gelöst wird dies durch kompakte, kalibrierte Infrarot-Sensoren mit kurzer Messdauer, hoher Parallelisierbarkeit und spektraler Filtertechnologie zur Schichtdickenbestimmung in Echtzeit.

Das Druckkammerrakel-Beschichtungssystem PGS besitzt geringste Toleranzen bei der Beschichtung. (Quelle: BASF SE)
Norbert Runn von Polytype Converting stellte nachhaltige Produktionsziele mit innovativen Technologien vor. Das gemeinsam mit BASF weiterentwickelte Druckkammerrakel Beschichtungssystem PGS® ermöglicht höchste Präzision beim Beschichten und senkt sowohl Materialverluste als auch Rücklauf- und Investitionskosten deutlich. Zusammen mit Mitsui Chemical wurden Multi-Layer geeignete Barriere-Beschichtungsmedien entwickelt, die insbesondere für papierbasierte Beschichtungen, ergänzend zu bestehenden Lösungen für folienbasierte Verpackungsmaterialien geeignet sind. Durch Multi-Layer Curtain Coating erfolgt der Auftrag mehrerer Beschichtungslagen auf einer Position. Die Kalandertechnologie ist ein energieeffizienter und ressourcenschonend Prozess und vielseitig einsetzbar, zum Beispiel für die lösemittelfreie Laminierung von Verpackungsfolien und zum Kühlen von geschmolzener PET-Folie.
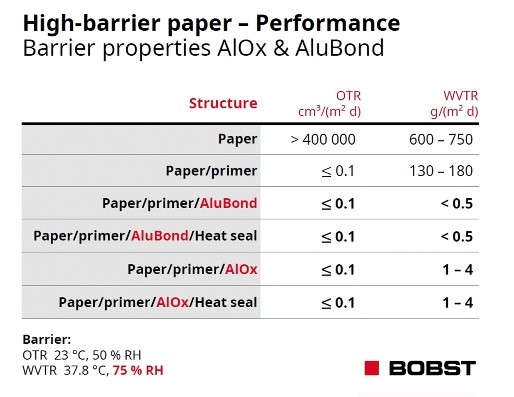
Sauerstoff- und Wasserdampfbarriere verschiedener Barriereschichten. (Quelle: Bobst Meerbusch GmbH)
Marco Schmidt von Bobst Meerbusch präsentierte das oneBARRIER-Konzept als eine nachhaltige Lösung für flexible Verpackungen auf Papierbasis mit hoher Barrierewirkung. Durch die Kombination von Primer und Barriereschichten wie AlOX bzw. AluBond (Metallisierung), ergänzt durch ein Heat-Seal-Coating, entsteht eine effektive Sauerstoff- und Wasserdampfsperre, die metallisierte Polyester- und sogar Aluminiumfolienstrukturen ersetzen kann. Sie besteht auch nach Falten des Verpackungsmaterials, wie der Faltetest belegt. Das Barrierematerial ist recyclingfähig gemäß CEPI, Aticelca und PTS-Normen und erreicht bis zu 95 % Wiederverwertbarkeit. Anwendungsbeispiele sind Verpackungen für Lebensmittel und Haushaltsprodukte, die recyclinggerecht und zugleich funktional sind.

Eigenschaften des mit traceless beschichteten Papiers. (Quelle: Traceless Materials GmbH)
In einem Gemeinschaftsvortrag zeigten Thomas Lunz (Mondi Functional Paper & Films) und Marissa Schwinn (Traceless Materials), welche Möglichkeiten recyclingfähige Barrierepapiere heute bereits bieten und was als Perspektive zu erwarten ist. Mondi verfügt über sämtliche Technologien, die Extrusions- und Dispersionsbeschichtungen als auch Metallisierung umfassen. Die Barrierepapiere erfüllen sowohl funktionale als auch hohe mechanische Anforderungen und sind je nach regionalem System im Papier- oder Leichtverpackungsstrom recycelbar. So lassen sich etwa bruchsichere Barriere-Alternativen zu Aluminiumverbunden realisieren.
traceless materials entwickelt aus pflanzlichen Reststoffen der Agrarindustrie gewonnene, heimkompostierbare, innovative Biomaterialien mit negativer CO₂-Bilanz. Die eingesetzten Biopolymere gelten als plastikfrei. In Zusammenarbeit mit Mondi wird eine Papierbeschichtung entwickelt, die die Wasserdampf- und Sauerstoffbarrieren sowie Heißsiegelfähigkeit bietet – ohne den Papierrecyclingprozess zu beeinträchtigen.
Die seiner Präsentation „Weniger ist mehr – Nachhaltigkeit, Ökobilanz und Verbraucherverhalten” unterstrich Dr. Phil Rosenow vom Fraunhofer Institut für Verfahrenstechnik und Verpackung IVV, dass Nachhaltigkeit bei Verpackungen nicht durch pauschale Materialeinsparung erreicht wird. Unterverpackung erhöht Lebensmittelverluste, während Überverpackung unnötige Umweltwirkungen verursacht. Dabei haben Lebensmittelverluste eine höhere Umweltwirkung als die Verpackungen. Eine funktionsgetriebene Lebenszyklusanalyse (LCA) berücksichtigt Schutzfunktion, Haltbarkeit und Verbraucherverhalten. Am Beispiel Rinderhack zeigte er: Optimales Barrieredesign verlängert das Shelf-Life und senkt Klimafolgen. Eine nachhaltige Verpackung gleicht Materialeinsatz und Schutzwirkung aus, was am Institut derzeit an weiteren Fallstudien für Chips, Joghurt und Obst untersucht wird.
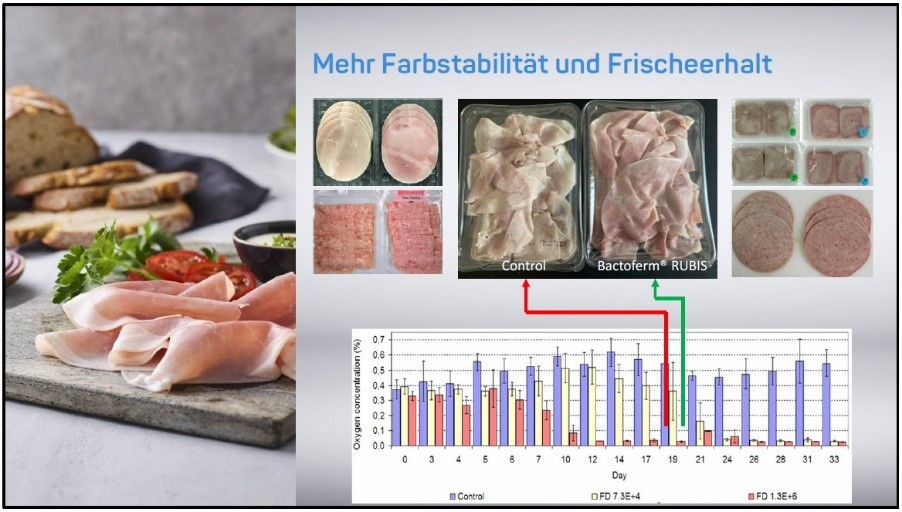
Farbstabilität und Frischeerhalt mit Bactoferm® Rubis. (Quelle: Weber Food Technology SE & Co.KG)
In seiner Präsentation „Verwendung von Bakterienkulturen als natürlicher Sauerstoffabsorber für in Mono-PET verpackte Wurstwaren“ zeigte Andreas Dietrich, Weber Food Technology, zunächst auf, dass der Sauerstoff in Wurstverpackungen aus dem Verpackungsprozess, dem Produkt und der unzureichenden Barrierewirkung von Mono-PET stammt. Folgen sind Photooxidation, Farbverlust unter Einfluss von kalt-weißem LED-Licht, Frischeeinbußen und schnellerer Verderb. Kulturen wie Bactoferm® Rubis wirken quasi wie natürliche Sauerstoffabsorber. Sie binden O₂ metabolisch, stabilisieren Farbe, verlängern die Haltbarkeit und ermöglichen „Clean Label“-Verpackungen ohne synthetische Zusatzstoffe – eine nachhaltige Lösung für moderne, Recyclingfreundliche Verpackungsmaterialien mit reduzierter Barriere.
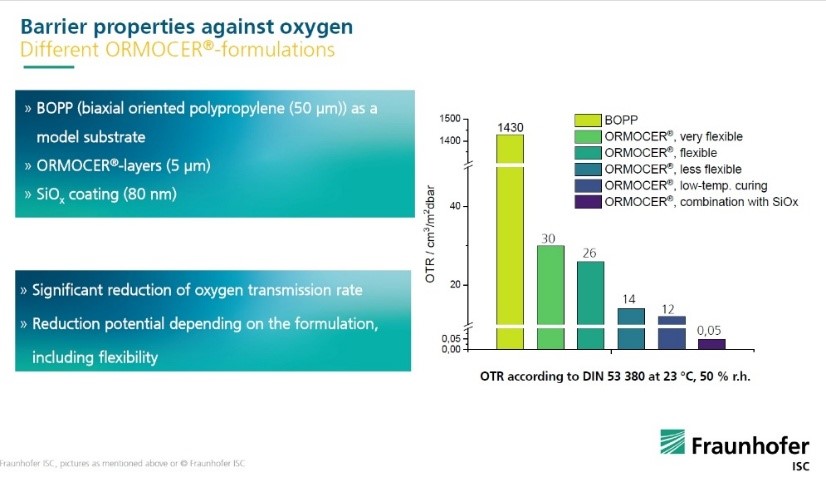
Barriereeigenschaften verschiedener Ormocer®-Formulierungen. (Quelle: Fraunhofer-Institut für Silicatforschung ISC)
Dr. Ferdinand Somorowsky (Fraunhofer ISC) präsentierte einen im EU-Projekt InnPressMe entwickelten faserbasierten Standbodenbeutel mit Barrierefunktion auf Basis von bioORMOCER®-Hybridpolymeren. Dabei handelt es sich um Werkstoffe, die keramische Barriereeigenschaften mit polymerer Flexibilität vereinen. Papier, PLA-X-Dispersionen und bioORMOCER® wurden in klassischen Verfahren verarbeitet. Die Beutel bestehen zu über 85 % aus biobasierten Materialien, sind recycelbar, biologisch abbaubar und erreichen Barrierewerte von OTR 2–4 cm³/(m² d bar) und WVTR bis 6 g/(m² d). Im Vergleich zu herkömmlichen Kunststoffbeuteln bieten sie deutliche ökologische Vorteile bei vergleichbarer Funktionalität und Eignung für Lebensmittelverpackungen.
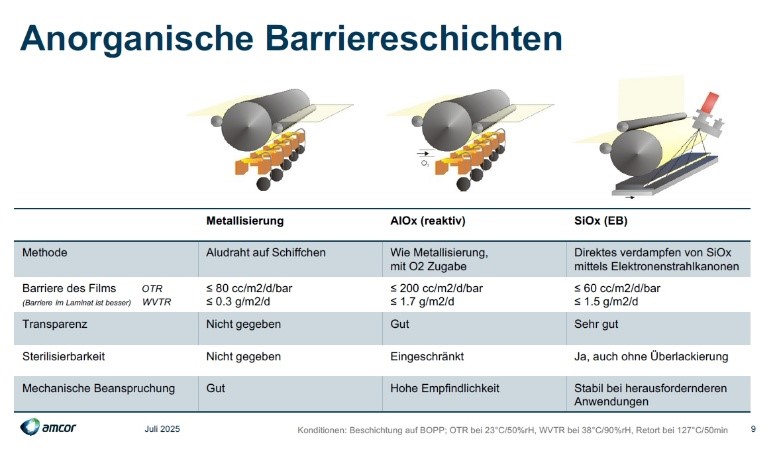
Übersicht über die Eigenschaften anorganischer Barriereschichten. (Quelle: Amcor Flexibles Kreuzlingen AG)
Dr. Philipp Okle von Amcor Flexibles Kreuzlingen AG stellte in seinem Vortrag die Vorteile von SiOx-Barrieren für PP/PE-basierte, hochbarriere-fähige und sterilisierbare Verpackungen vor. Sie stehen als nachhaltige Alternative zu AlOx und Aluminium. SiOx bietet bessere Transparenz, mechanische Stabilität und Recyclingfähigkeit. Im Vergleich zu AlOx besitzen SiOx Barrieren eine geringere Defektdichte typischer Barriere Defekte und eine höhere Verarbeitungs-Prozessrobustheit. Anwendungen reichen von Baby- bis Tiernahrung. Lebenszyklusanalysen (LCA) und Recyclingstudien bestätigen, dass Verpackungen mit SiOx-Barriere den CO₂-Fußabdruck um bis zu 60 % gegenüber konventionellen PET/Alu/PP-Lösungen reduzieren und damit zentrale Anforderungen der Verpackungsverordnung (PPWR) erfüllen.
Dr. Ulrike Helmstedt vom Leibnitz-Institut für Oberflächenmodifizierung präsentierte in ihrem Vortrag, wie UV-Strahlung neue Wege in der Herstellung transparenter, flexibler Barrierebeschichtungen eröffnet. Durch VUV-Konversion (Vakuum-Ultra-Violetter-Strahlung) lassen sich keramische Oxidschichten (z. B. SiOx, AlOx) bei Raumtemperatur und Normaldruck herstellen – ohne Vakuumverfahren. So können empfindliche Substrate (z. B. PET) kosteneffizient beschichtet werden. Das eröffnet Perspektiven für nachhaltige, thermoformbare und leitfähige Barriere Systeme. Mit UV-initiierter Polymerisation hergestellt Nanokomposit-Barrieren nutzen spezielle Füllstoffe, um die Diffusionswege für Gase zu verlängern (Tortuosity-Prinzip). UV-härtbare Harze ermöglichen zudem dickere, VOC-freie Schutzschichten ohne Heißlufttrocknung.
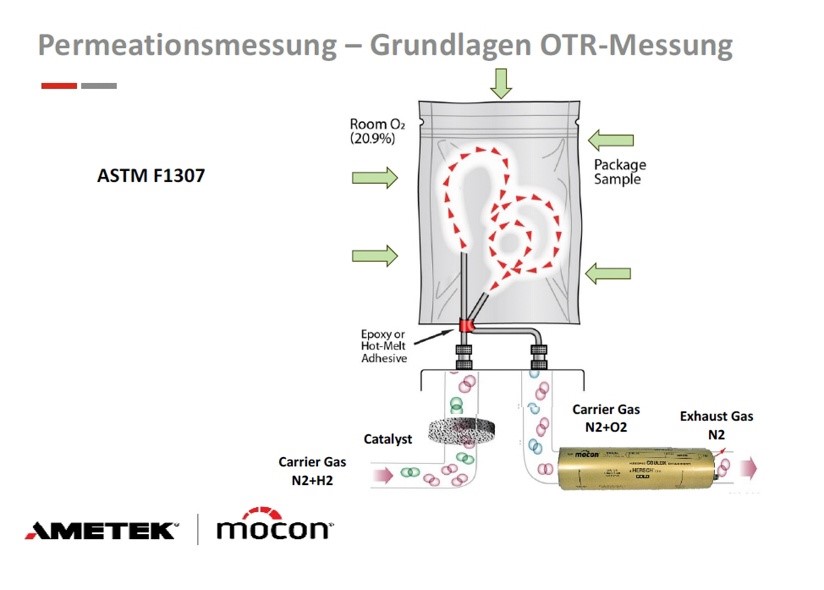
Schematischer Aufbau einer Permeationsmessung flexibler Verpackungen. (Quelle: AMETEK GmbH (Business Unit Mocon))
Christoph Zerwas von Ametek, Business Unit Mocon, zeigte in seiner Präsentation neue Ansätze zur Barrieremessung flexibler Verpackungen. Sie gewinnen insbesondere vor dem Hintergrund wachsender Materialvielfalt und steigender Anforderungen an Genauigkeit und Reproduzierbarkeit an Bedeutung. Die klassische Vorbereitung einer Permeationsmessung mit Einschneiden und anschließender Verklebung per Epoxidharz ist zeitaufwendig, fehleranfällig und auch gesundheitskritisch. Die neue Klemmlösung per Adapter ersetzt das Kleben, spart bis zu 90 % Vorbereitungszeit, halbiert die Messstreuung und erhöht die Messsicherheit. Damit wird die Messung deutlich effizienter und nachhaltiger – bei gleichzeitiger Reduktion von Abfall und Bedienfehlern.
Alexander Tovar von Inficon GmbH wies in seinem Vortrag „Dichtheitsprüfung als Ergänzung zu Permeationsmessungen“ darauf hin, dass Permeation nur bei vollständig dichten Verpackungen korrekt gemessen werden kann. Die Dichtigkeit einer Verpackung ist jedoch kein absoluter Zustand, sondern wird durch überprüfbare Leckraten oder O₂-Konzentrationen definiert. Die Auswahl geeigneter Prüfmethoden richtet sich nach diesen Spezifikationen. Es gibt zahlreiche Messverfahren – von sensorischen Tests bis zu hochpräzisen Differenzdruck- und Gasmessmethoden. Besonders die Druckanstiegsprüfung in flexibler Folienkammer überzeugt durch zerstörungsfreie, schnelle und reproduzierbare Ergebnisse. Für eine 100 %-Kontrolle in der Produktion kommen teilweise automatisierte In-Line-Systeme zum Einsatz, die hohe Qualität und Prozesssicherheit gewährleisten.
Dr. Kristina Eißenberger von der Hochschule Albstadt-Sigmaringen stellte recycelbare metallisierte Mehrschichtfolien mit einer innovativen Proteinbarriereschicht vor. Durch Metallisierung der proteinbasierten Schicht wird die Sauerstoffbarriere signifikant verbessert, was den Produktschutz erhöht. Gleichzeitig ermöglichen trennbare Materialstrukturen ein sortenreines Recycling der einzelnen Schichten. Das Verfahren erlaubt einen enzymatischen Abbau der Proteinbeschichtung, wodurch hochwertige Recyclate entstehen. Diese können in geschlossenen Materialkreisläufen wiederverwendet werden. Ziel ist eine nachhaltige, biobasierte Verpackung mit hoher Funktionalität in Zukunft, die durch maßgeschneiderte End-of-Life-Lösungen eine echte Kreislaufwirtschaft ermöglicht.
Karsten Schröder schloss die Fachtagung mit einer prägnanten Zusammenfassung aller Vorträge. Es ist an der Zeit bei Verpackungen materialunabhängig zu denken. Je nachdem, für welche Anwendung ein Verpackungsmaterial besser geeignet ist, kann dies Papier sein, für eine andere Anwendung hingegen (Verbund-)Folie oder möglicherweise auch Biomaterial. Es gilt, das jeweils am besten geeignete Material einzusetzen und nicht ideologisch in eine Richtung zu denken. Das fordert die PPWR und der große Slogan darüber heißt Minimieren! In ihrer Kompaktheit zeigte die Fachtagung, Minimalverpackungen sind kein Trend, sondern die Zukunft. Innovation, Austausch und Zusammenarbeit treiben nachhaltige Lösungen voran und gestalten die Verpackungswelt von morgen.
Der nächste Expertentreff verpackungsdruck findet am 27./28. November 2025 statt.

Transkript
So, jetzt komme ich zu meinem glanzkürzem Finale, eine Art Zusammenfassung der anderthalb Tage, ist natürlich nicht möglich in zehn Minuten. Bevor ich dazu komme, möchte ich aber nochmal ganz herzlich Danke sagen. Danke sagen an diese tollen Referentinnen und Referenten. Das kann man wirklich sagen, das Programm hat wirklich zusammengepasst. Lieben Dank für die tolle Vorarbeit und da sitzen viele Stunden drin. Ein kleiner Applaus vielleicht für unsere Vortragenden.
Also, ganz lieben Dank Thomas, dass du uns in diese komplexe Welt der PPWR ganz zu Anfang mitgenommen hast. Eigentlich so bisschen auch der Leitfaden für die anderthalb Tage. Alles dreht sich heute in der Flexpack-Industrie, insbesondere um die PPWR. Für Flexpack ist das eine gigantische Chance. Andere Verpackungssysteme haben Riesenprobleme. Ich glaube, wir können viel machen und wir müssen uns frei machen, meiner Meinung nach, dieser Materialfokussierung. Wir müssen Material unabhängig denken.
Je nachdem, für welche Anwendung Papier besser ist, Folie besser ist, vielleicht sogar auch Biomaterialien, müssen wir eben die nehmen und nicht ideologisch immer nur in eine Richtung stoßen. Das fordert die PPWR und der große Slogan oben drüber – hast es mehrfach gesagt –, minimieren, minimieren, minimieren. Und was ist die Minimalverpackung? Die Bananenschale. Und dann kommt schon die flexible Verpackung. In diesem Sinne Dankeschön Thomas, für diesen tollen Beitrag.
Und dann hat Borealis uns noch mal bisschen mitgenommen in die bimodalen Modelle der Polyethylene. Toller Vortrag, lieber Florian, von dir. Das war spannend für mich immer wieder als Polyolefin-Fan. Das ist das, was in Meeren oben schwimmt. Und wir kümmern uns darum, dass das nicht mehr passiert, dass sie nicht mehr in die Meere geraten, sondern dass sie auch nachhaltiger werden, dass sie recycelt werden und recyceltfähiger werden. Da geht es richtig voran.
Und ihr habt Materialien, die erlauben, auch Monomaterialien sauber zu schweißen. Deswegen hatte ich dieses Bild mal exemplarisch hier rausgenommen. Diesen Temperaturgradienten von Außenlage zu Innenlage möglichst groß zu machen, mit eurem Fachwissen hinsichtlich Polymerstrukturen, wirklich toll. Ganz, ganz lieben Dank dafür. Dann Windmühlen und Hölscher brauchen wir immer dann, wenn wir Folie produzieren wollen. Aber es muss nicht immer eine neue Maschine sein. Das ist auch ein neuer nachhaltiger Ansatz.
Deswegen passt das hervorragend auch wieder zu diesem Dachthema, was wir hier gestern und heute besprochen haben. MDO-Nachrüsten in bestehende Anlagen ist möglich, ist oft wirtschaftlich. Und das Team von Hendrik hat sich verdoppelt, seitdem er es macht. Da sieht man, das wird auch nachgefragt. Und ich glaube, das ist auch ein guter Beitrag. Man muss nicht immer eine neue Maschine kaufen. Man kann auch mal was nachrüsten und aufrüsten. Dann Fraunhofer war ja stark vertreten mit verschiedenen Instituten diesmal.
Aber es passte alles gut rein ins Thema. Und Benedikt, vielen Dank einmal für den Podcast. Fast 4.000 Plays, die 4.000 knacken wir noch. Und danke auch für die Messtechnik, die du uns anhand gibst. Wir müssen diese dünnen, unsichtbaren Schichten verlässlich messen können. Sonst können wir sie nicht in den Markt bringen. Wir sind verantwortlich dafür, dass wenn wir Massenprodukte in den Markt bringen, dass die auf 100 % funktionieren und dafür müssen wir auch messen. Bei dir kann man sowas kaufen.
Man kann sowas auch weiterentwickeln. Danke schön für das Angebot und danke schön auch für den Support hier bei der Tagung. Dann Norbert hat uns mitgenommen in die Welt der Beschichtung, der Beschichtungsmaschinen, Beschichtungstechnologien. Auch da Riesenfortschritte, hohe Geschwindigkeiten, 600 Meter und schneller. Viel aus der wässrigen Phase haben wir gelernt. Also die Maschinentechnik hat sich auch mitentwickelt mit den neuen Beschichtungschemikalien, mit den neuen Beschichtungssystemen und auch Materialien.
Beschichtungssysteme: Vielfältige Anwendungsmöglichkeiten
Es ist eigentlich alles zu beschichten, was wir heute beschichten wollen in den verschiedenen Systemen. Dankeschön Norbert, dass du das erste Mal hier bei Innoform warst. Komm gerne mal wieder, herrliche Sache. Bobst One Barrier ist ja gar nicht mehr wegzudenken aus der Flexpack-Welt, man schon fast sagen.
Nicht nur weil ich auch da zwei Podcast-Episoden schon aufgenommen habe, sondern weil es einfach faszinierend ist, wie ein Maschinenbauer Prozesse denkt und einem Kunden nicht nur Stahl und Eisen und Software verkauft, sondern eben auch Prozesstechnik und fertige Produkte eigentlich anhand gibt, die für unsere Industrie sehr wertvoll sind, wo eben verschiedene Player mitentwickeln und auch die Zutaten liefern. Dankeschön Marco für den tollen ersten Vortrag hier für so ein Publikum.
Das hast du ganz großartig gemacht und ich habe schon gemerkt, du hast auch Geschmack dran gefunden. Du kommst ganz sicher wieder hier zum Podium. Danke dir. Ja dann haben wir einen Doppelvortrag gehabt, das machen wir auch immer ganz gerne. Mondi und Traceless arbeiten zusammen. Das ist hier angekündigt worden, sagt man Neudeutsch.
Dankeschön Thomas Lund und Marissa, dass ihr hier gemeinsam nochmal die Synergien zwischen Nicht-Kunststoff, Traceless ist aber so bisschen ähnlich, aber kommt ja aus anderen Quellen, und Papier. Welche Synergien sich da ergeben, wie also Papier wasserdicht gemacht werden kann, wie siegelfähig gemacht werden kann mit diesem nachhaltigen Stoff Traceless. Ihr seid ja in einer Scale-up-Phase.
Ich bin gespannt auf 2029 – war glaube ich das Datum –, wie weit wir dann sind, wir dann die großen Industriemengen auch wirklich kriegen können, die wir eigentlich jetzt schon bräuchten. Dankeschön für den tollen Beitrag. Ja, dann hat uns Dr. Roseno nochmal mitgenommen in die LCA-Analyse, eigentlich die Basis, um überhaupt eine Umweltverträglichkeit von Verpackungen zu bestimmen.
Und wir haben in mehreren Vorträgen gehört, es geht nicht nur um das Material, sondern eigentlich immer um das verpackte Gut, und ich würde noch weiter gehen – um den gesamten Prozess. Wir müssen den Prozess wirklich gut bewerten, und da sind wir noch zu schwach aufgestellt. Ich kenne mittlerweile einige Firmen, die in ihrem SAP oder was auch immer sie für ein ERP-System nutzen, einen Knopf haben, wo sie drauf drücken können: CO2-Fußabdruck. Das ist schon mal der richtige Weg.
Wie man also heute eine betriebswirtschaftliche Abrechnung macht, um Profit zu berechnen, müssen wir auch eine LCA-Analyse per Knopfdruck haben für die Produkte. Und es gibt Firmen, haben das schon, die zum Beispiel auch dann Verpackungsarten, Verpackungssysteme gewechselt haben, weil sie gesehen haben: oh, wir hinterlassen ja viel zu großen Abdruck. Also, schön dafür – LCA-Analyse, auch alles heute rechenbar und beherrschbar. Ja, und dann dieser etwas andere Vortrag.
Andreas Dietrich ist bekannt dafür, der Praxis für die Praxis zu sprechen, und ihr habt nicht nur die Schneidkompetenz für Wurst, Käse und alles, was drum herum sich rankt, sondern ihr könnt das auch verpacken, und wenn das verpackt ist, kümmert ihr euch noch darum, dass das auch noch lange haltbar bleibt, und zwar nicht einfach nur mit dem, was man sowieso schon kennt, sondern eben auch mit Bakterienkulturen. Habt ihr auch Kooperationen seit ihr eingegangen?
Faserbasierte Materialien und Standbeutel
Und ich habe schon in der Diskussion gestern Abend gemerkt, das war interessant für viele. Mal ganz anders gedacht, und auch dieses Gleitmittel zwischen den Scheiben, damit man den Schinken trennen kann – verrückt. Ich kauf den trotzdem lieber beim Schlachter frisch geschnitten, gerade in Spanien wäre das ja eine Schande. Also, schön, Andreas, für den tollen Vortrag. Ja, dann ging es heute Morgen wieder weiter mit dem Fraunhofer, aber diesmal hier mit dem Fahrrad angereist.
Wir haben über faserbasierte Materialien gesprochen, Standbeutel als eines der möglichen Packmittel dann. Wir haben Herrn Sabelowski hier gehabt, der gezeigt hat, wie man auf Papier mit etwas Primer und etwas Klimmzügen eine sehr dichte Beschichtung hinkriegt, mit den Ormuzeren und gerne auch mit Bio-Ormuzeren und gerne auch kompostierbar. Also all das geht heute.
Also rein in den Baukasten, wir haben es in der Hand, wir, Verpackungsindustrie, können das wirklich auch in die Regale bringen und dafür auch den Fußabdruck reduzieren. Amcor Outstanding, die Produkte, ganz klar, was mir besonders gut gefallen hat, auch hier mal die Problemstellen anzusprechen und zu sagen, pass mal auf, das ist das, was wir auch beherrschen.
Wir liefern das nicht blind in den Markt, sondern wir wissen um unsere Fehlstellen und beherrschen die, und wir können heute eben mit Polypropylen sterilisierfeste Monomaterial-Hochbarrierefolien liefern, mit Garantie, mit Barrieren. Nach dem Sterilisationsprozess habe ich verstanden unter ein Kubikzentimeter, und das ist wirklich etwas, das hatte man sich vor fünf Jahren auch nicht mal zu träumen gewagt. Heute ist es in den Regalen verfügbar.
Und eine Randbemerkung, lieber Philipp, habe ich auch wahrgenommen: Die Mengen steigen. Es geht Aluminium runter, und je, wart man eine Aluminiumfirma, oder ist die andere nicht – Aluminiumfolien gehen rauf und das hört man nicht von allen. Bei euch war das so, danke schön auch für diese Insights, sollte uns alle motivieren, auch in diese Richtung weiterzudenken. Nicht weil Aluminium böse ist, wir brauchen Aluminium für andere Dinge, aber nicht für Flexpack eigentlich. Dafür ist es auch laut PPWR einfach nicht passend.
So, und dann das erste Mal hier auch IOM. Schön, dass Sie den Vortrag heute Morgen noch fertig gekriegt haben. Es war es wert, glaube ich, Sie haben es auch gespürt. Lieben Dank, dass Sie uns mitgenommen haben in die Zukunft, muss ich sagen. In die vielleicht fünf bis zehn Jahre – ist das so ungefähr der Horizont –, wo man ganz andere Beschichtung machen kann, aus dem technischen Bereich vielleicht übertragen kann, hier in die Flexpack.
Das erste Mal, vielleicht auch nicht das letzte Mal, mich interessiert diese langfristige Zukunft. Ich glaube, das geht allen so. Wir müssen ja heute schon Weichen stellen, die uns dann in fünf oder zehn Jahren vielleicht an den Return on Invest erst bringen. Und da muss man sich informieren, und dafür sage ich ganz herzliches Dankeschön. Ja, MoCon kennt jeder, Ametek fast auch, hier im Saal jetzt auf jeden Fall.
Wir haben gesprochen über Permeationsmessungen, und es gibt andere Gerätehersteller, wir haben sie draußen gesehen. LabThink gibt es natürlich auch noch, die bauen auch solche Geräte, das muss man der Fairness halber sagen. Es gibt mittlerweile mehrere am Markt. MoCon ist der Standard seit vielen, vielen Jahren. 1966 bin ich übrigens geboren, da wurde auch MoCon gegründet, habe ich gelernt, also das ist ja irgendwie auch eine nette Anekdote. Und der Trend geht hin wirklich zu den fertigen Verpackungen und das ist gut so.
Verpackungsdichtigkeit: Studien und Haltbarkeit
Es gibt ja diese ominöse Studie vom OFI von vor fast 20 Jahren, dass jede zweite Verpackung am Ende des Haltbarkeitsdatums keine modifizierte Atmosphäre mehr hat, die früher mal eine modifizierte Atmosphäre hatte. Jede zweite Verpackung ist so undicht und hat so schlechte Permeationsmessungen, dass sie gar nicht mehr eigentlich verkehrsfähig wäre. Das haben die mal gemacht, in der Studie kann man alles nachlesen. Um sowas zu vermeiden, muss man eben die fertige Packung prüfen.
Hinsichtlich Dichtigkeit, das hat dann der Nachfolger von Herrn Cervas gemacht, der Herr Tovar aus dem Homeoffice sozusagen, ist ja auch ganz modern, aus dem Homeoffice vortragen, ist auch cool, haben wir auch jedes Mal dabei jetzt bei der Tagung. Die Dichtigkeitsprüfung muss man sehr sorgfältig auswählen, damit man überhaupt die Barrieremessungen von Herrn Cervas machen kann.
Wir machen übrigens vor jeder Permeationsmessung tatsächlich eine Dichtigkeitsprüfung, ob die Verschlüsse alle dicht sind, gerade wenn es Packungsprüfungen sind, sonst brauchen sie gar nicht anfangen zu messen. Dafür sind die Geräte auch viel zu empfindlich und die Sensoren viel zu teuer. Bei Infikon kriegt man die Dichtigkeitsprüfmethoden und vor allem das Know-how. Wie dicht ist eigentlich dicht? Welches Niveau brauche ich?
Ich brauche nicht immer eine technische Dichtigkeit, manchmal reicht eine Bakteriendichtigkeit oder eine Wasserdichtigkeit. Kommt immer drauf an, Sie können jetzt nachschlagen, wo wir das machen. Ja und das ist mein Lieblingsthema, Bioökonomie, der Bio-Kreislauf, Sie kennen das von Cradle to Cradle oder der technische Kreislauf.
Ich stehe voll auf dem Bio-Kreislauf und ich glaube, da werden wir Techniker viel forschen und viel Anwendungsversuche machen in den nächsten Jahrzehnten, bis wir das endlich verstanden haben, wie die Natur und die macht es uns ja eigentlich alles vor. Ich glaube, da sind wir auf einem guten Weg. Dankeschön, Frau Eisberger, den tollen Vortrag hier das erste Mal auch bei Innoform. Ich werde mal die Tage beim SPI vorbeikommen und werde mir das mal alles angucken.
Wir machen ja auch gemeinsam Veranstaltungen dort und das klappt immer ganz hervorragend. Auch ein Dankeschön dafür. Ja, ein Hinweis in eigener Sache, wir machen den Inno-Talk jetzt nur noch sechs Mal im Jahr, weil wir wieder so viele Präsenzveranstaltungen haben, sonst wird das einfach zu viel. Der nächste Inno-Talk, kostenlos, online, immer zwei Impulsvorträge. Am Puls der Zeit, sage ich immer, ist jetzt wieder in englischer Sprache, machen wir zusammen mit unserem europäischen Verband Flexible Packaging Europe.
Der Guido auf dem Kamp moderiert das Ganze dann auch immer, wenn es die englischen Veranstaltungen sind. Wir haben auch dann immer noch deutsche, die mache ich dann. Also da bitte wieder zuschalten, können Sie sich kostenlos anmelden, macht Spaß, da gibt es auch eine schöne Diskussion am Ende. Und dann noch ein allerletzter Hinweis in eigener Sache.
Wir haben die Drucktagung wie wir sagen, im Volksmund, also den Expertentreff Verpackungsdruck, diesmal bei Firma Vollmann in Minden, also bei einer Farbenfabrik und da dürfen auch die Wettbewerber mitkommen. Das ist ein tolles Schulungszentrum, was Sie da haben. Wir sind diesmal extra mal dahin gegangen, weil es da einen Benefit gibt, einen Mehrwert gibt. Wir wollen die Verpackungsdrucktagung wieder ein bisschen mehr Leben einhauchen.
Polyurethan-Druckfarben: Wettbewerbsfähigkeit steigt
Wir haben leicht rückläufige Teilnehmerzahlen gehabt, das kann es nicht sein, denn das Drucken boomt im Moment. Die Druckindustrie – ich gucke hier mal zu Siegwerk – verändert sich stark und auch die Druckfarben verändern sich stark. Sie wissen vielleicht, dass NC-Bindemittel im Moment vergriffen sind. Brauchen die Waffenschmieden für Schießpulver, das ist nämlich Nitrocellulose. Und wir bei den Druckfarben kriegen das jetzt nicht mehr zum vernünftigen wettbewerbsfähigen Preis.
Das sehe ich als Vorteil an, denn endlich kommen wir zu den Polyurethan-Druckfarben. Die werden wettbewerbsfähig. Und so können wir endlich auch durch einen negativen Einfluss durch die Kriege, die wir im Moment zu bewältigen haben, aber für die Drucktechnik sehr positive Schlüsse ziehen und neue Farben in den Markt bringen, die sehr viel recyclingfähiger sind und vor allen Dingen auch heute beherrschbar sind und auch andere Vorteile haben, Beständigkeiten und vieles mehr.
Also, wer da sich interessiert für die Drucker, Dieter Finner wird diese anderthalb Tage wieder schriftlich zusammenfassen. Das werden wir demnächst wieder veröffentlichen. Dieter bietet immer an, für jeden Referenten auch nochmal eine große Zusammenfassung zu schreiben. Er ist einer der begnadeten technischen Redakteure in der Flexpack-Industrie, davon gibt es nicht viele. Und wenn Sie also da Interesse haben, gerne, wir schicken das an diese Gruppe auch wieder rum.
Und in diesem Sinne sage ich Dankeschön, guten Appetit, viel Spaß beim Rundgang vielleicht noch und kommen Sie bald wieder. Dankeschön. Tschüss.
Schreibe einen Kommentar
Du musst angemeldet sein, um einen Kommentar abzugeben.