
The two-year conference at the SKZ-Modellfabrik Würzburg on 1 and 2 July 2025 offered a comprehensive insight into current developments and trends in barrier laminates. The focus was on new material solutions and innovative manufacturing processes for monomaterials. In addition, the performance of modern films was impressively demonstrated and precise measurement methods for permeation measurement were presented.

by Dieter Finna
All those working on the future of barrier laminate films found access to the latest developments at this conference. The event provided valuable input on current trends in film extrusion and sustainable packaging concepts with innovatively produced polyolefin films. The two-day event also offered a first-class exchange with experts from the packaging industry. Karsten Schröder moderated the programme. Here is a brief summary of the presentations.
In his presentation, Dr Thomas Gröner from TG Pack Solutions highlighted the effects of the PPWR Packaging & Packaging Waste Regulation on barrier packaging. Firstly, he addressed the responsibility of producers and manufacturers. The producer manufactures the packaging and is responsible for its conformity, while the manufacturer places packaged products on the market and is responsible to the authorities. Key challenges arise from the general requirement for packaging to be recyclable from 2030 and the fulfilment of minimum recyclate content requirements for plastic packaging. Multi-material laminates are particularly problematic as they often cannot be sorted or recycled. Manufacturers must therefore increasingly focus on mono-material solutions, recycling-orientated design and improved separability.

Examples of optimised packaging design by DfR. (Source: Borealis Polyolefine GmbH )
In his presentation, Florian Reiter from Borealis showed how the properties of monoaxially oriented polyolefin films can be significantly improved through targeted material selection and process control. High oxygen barriers of up to < 0.5 cm³/(m²*bar*d) can be achieved with orientated films in the machine direction (MDO) and their sealing window can be extended to 130 – 170°C with reduced shrinkage in the sealing areas. Monoaxially oriented PE composite films achieve higher mechanical strength and thermal stability with improved process efficiency when processing the films. Such solutions, which are found in Design for Recycling (DfR), require co-operation along the entire process chain.
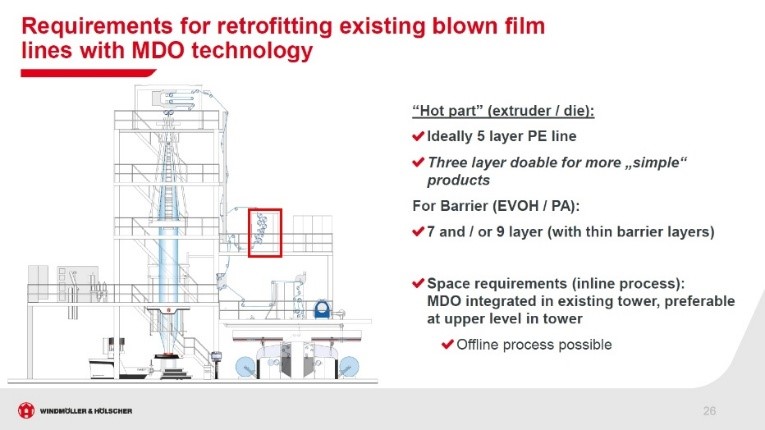
Examples of optimised packaging design by DfR. (Source: Windmöller & Hölscher SE & Co. KG )
As part of his presentation, Hendrik Steen (Windmöller & Hölscher) presented innovative concepts for retrofitting MDO units for more efficient barrier film production. 5-layer PE blown film lines are particularly suitable for such a retrofit. For less complex applications, the MDO process can also be applied to three-layer laminates. For the production of high-quality EVOH/PA barrier films, however, the use of 7- or 9-layer systems is recommended. An essential prerequisite for the successful integration of an MDO unit is that both the design of the existing extruder and the die head as well as the spatial conditions in the plant tower enable efficient production.
With the implementation of OPTIFIL P-MDO automation, the edge trim of the films can be reduced by up to 50 % – a major step towards significant material savings. Overall, the MDO retrofit also helps to increase production efficiency. The production of MDO PE films is a sustainable alternative to conventional PET/PE laminates and opens up new market opportunities and additional sales potential in this field.
The presentation by Dr Benedikt Hauer from the Fraunhofer Institute for Physical Measurement Techniques IPM dealt with the metrological requirements for the inline quality control of ultra-thin inorganic barrier layers (< 50 nm) on polymer substrates. These ultra-thin oxide layers are used to prevent oxygen diffusion through the packaging. The measuring principle for the necessary quality control is based on infrared reflection spectroscopy, in particular the analysis of characteristic Si-O and Al-O vibration bands. This was demonstrated using a practical example of inspection during production in an industrial batch coating system. In roll-to-roll systems, thin-film interference, strip flutter and vacuum conditions represent significant challenges for measurement. This is solved by compact, calibrated infrared sensors with short measurement times, high parallelisation capability and spectral filter technology for determining coating thickness in real time.
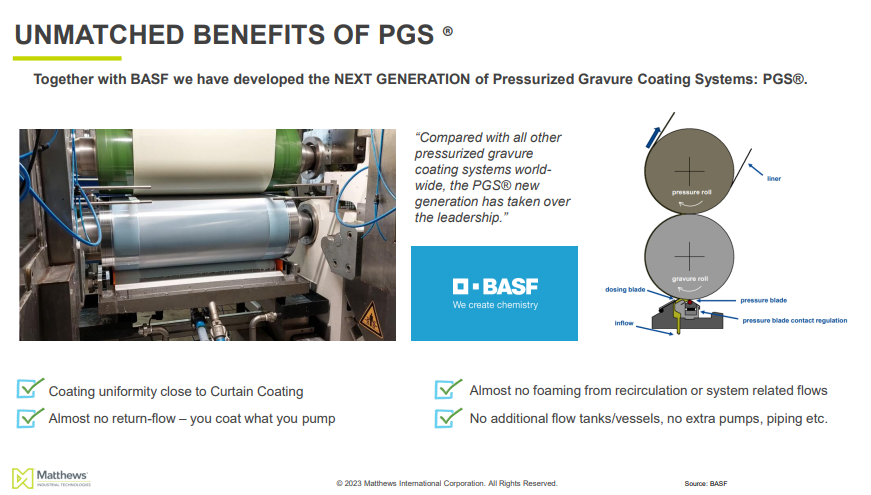
The PGS pressurised doctor blade coating system has extremely low coating tolerances. (Source: BASF SE )
Norbert Runn from Polytype Converting presented sustainable production targets with innovative technologies. The PGS® pressurised doctor blade coating system, developed jointly with BASF, enables maximum precision in coating and significantly reduces material losses as well as return and investment costs. Together with Mitsui Chemical, multi-layer suitable barrier coating media were developed, which are particularly suitable for paper-based coatings, in addition to existing solutions for film-based packaging materials. With multi-layer curtain coating, several coating layers are applied in one position. Calendering technology is an energy-efficient and resource-saving process and can be used in a variety of ways, for example for the solvent-free lamination of packaging films and for cooling melted PET film.
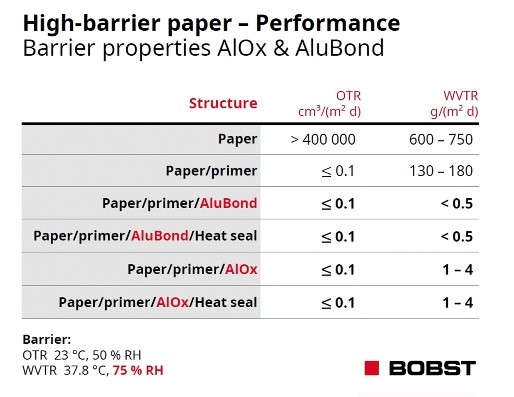
Oxygen and water vapour barrier of different barrier layers. (Source: Bobst Meerbusch GmbH )
Marco Schmidt from Bobst Meerbusch presented the oneBARRIER concept as a sustainable solution for flexible paper-based packaging with a high barrier effect. The combination of primer and barrier layers such as AlOX or AluBond (metallisation), supplemented by a heat-seal coating, creates an effective oxygen and water vapour barrier that can replace metallised polyester and even aluminium foil structures. It remains effective even after the packaging material has been folded, as the folding test proves. The barrier material is recyclable in accordance with CEPI, Aticelca and PTS standards and achieves up to 95 % recyclability. Examples of applications include packaging for food and household products that are both recyclable and functional.
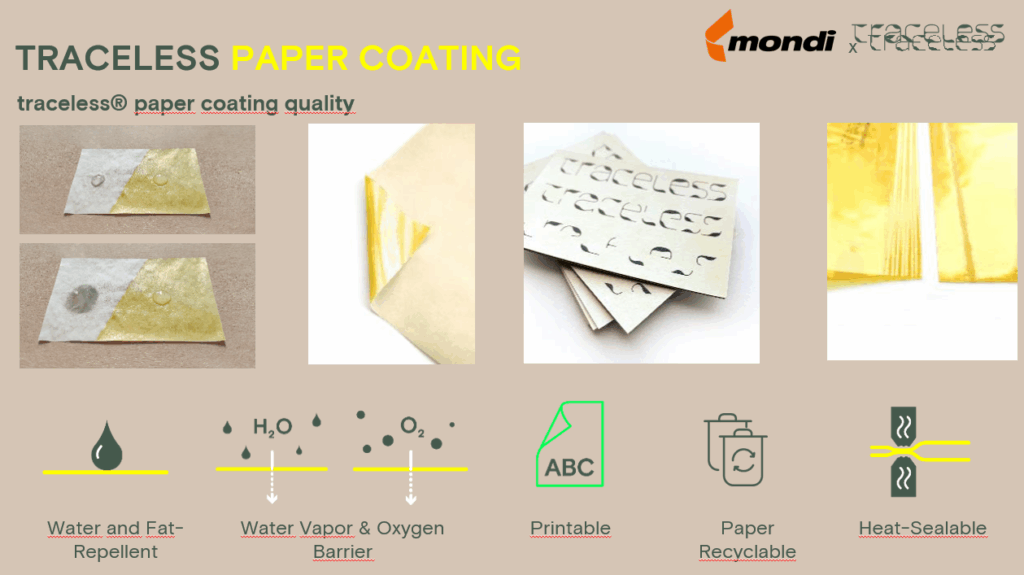
Properties of paper coated with traceless. (Source: traceless materials GmbH )
In a joint presentation, Thomas Lunz (Mondi Functional Paper & Films) and Marissa Schwinn(Traceless Materials) showed which possibilities recyclable barrier papers already offer today and what can be expected in the future. Mondi has all the technologies, including extrusion and dispersion coatings as well as metallisation. The barrier papers fulfil both functional and high mechanical requirements and, depending on the regional system, can be recycled in the paper or light packaging stream. For example, unbreakable barrier alternatives to aluminium laminates can be realised.
traceless materials develops home-compostable, innovative biomaterials with a negative carbon footprint made from plant-based residues from the agricultural industry. The biopolymers used are considered plastic-free. In collaboration with Mondi, a paper coating is being developed that offers water vapour and oxygen barriers as well as heat sealability – without impairing the paper recycling process.
In his presentation “Less is more – sustainability, life cycle assessment and consumer behaviour“, Dr Phil Rosenow from the Fraunhofer Institute for Process Engineering and Packaging IVV emphasised that sustainability in packaging is not achieved by simply saving on materials. Underpackaging increases food losses, while overpackaging causes unnecessary environmental impacts. Food losses have a greater environmental impact than packaging. A function-driven life cycle analysis (LCA) takes into account the protective function, shelf life and consumer behaviour. Using the example of minced beef, he showed that optimised barrier design extends shelf life and reduces climate impact. Sustainable packaging balances material use and protective effect, which is currently being investigated at the institute in further case studies for crisps, yoghurt and fruit.
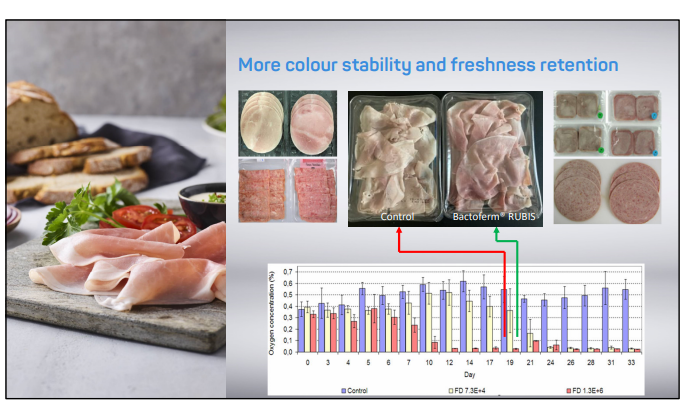
Colour stability and freshness retention with Bactoferm® Rubis. (Source: Weber Food Technology SE & Co. KG )
In his presentation “Using bacterial cultures as a natural oxygen absorber for sausage products packaged in mono-PET”, Andreas Dietrich, Weber Food Technology, pointed out that the oxygen in sausage packaging comes from the packaging process, the product and the inadequate barrier effect of mono-PET. The consequences are photo-oxidation, loss of colour under the influence of cold white LED light, loss of freshness and faster spoilage. Cultures such as Bactoferm® Rubis act as natural oxygen absorbers. They bind O₂ metabolically, stabilise colour, extend shelf life and enable “clean label” packaging without synthetic additives – a sustainable solution for modern, recycling-friendly packaging materials with a reduced barrier.
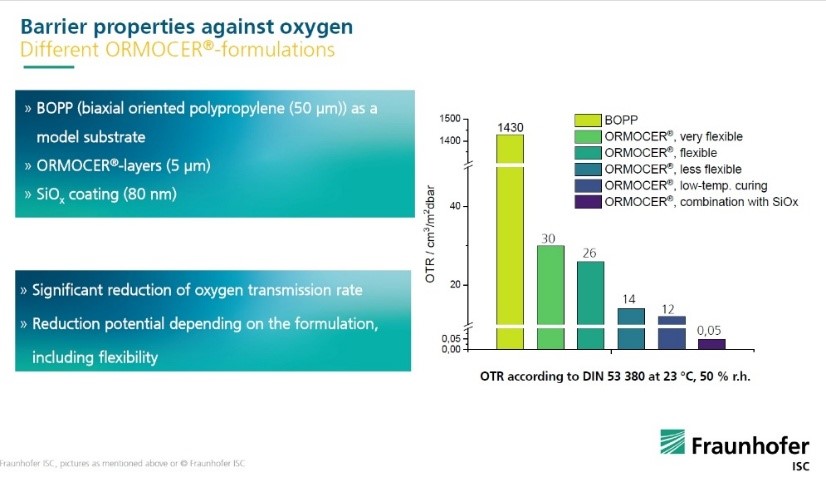
Barrier properties of various Ormocer® formulations. (Source: Fraunhofer Institute for Silicate Research ISC )
Dr Ferdinand Somorowsky (Fraunhofer ISC) presented a fibre-based stand-up pouch with a barrier function based on bioORMOCER® hybrid polymers developed in the EU project InnPressMe. These are materials that combine ceramic barrier properties with polymer flexibility. Paper, PLA-X dispersions and bioORMOCER® were processed using conventional methods. The bags consist of over 85 % bio-based materials, are recyclable, biodegradable and achieve barrier values of OTR 2-4 cm³/(m² d bar) and WVTR up to 6 g/(m² d). Compared to conventional plastic bags, they offer significant ecological advantages with comparable functionality and suitability for food packaging.
In his presentation, Dr Philipp Okle from Amcor Flexibles Kreuzlingen AG showed the advantages of SiOx barriers for PP/PE-based, high-barrier and sterilisable packaging. They are a sustainable alternative to AlOx and aluminium. SiOx offers better transparency, mechanical stability and recyclability. Compared to AlOx, SiOx barriers have a lower defect density of typical barrier defects and higher processing robustness. Applications range from baby food to pet food. Life cycle analyses (LCA) and recycling studies confirm that packaging with a SiOx barrier reduces the carbon footprint by up to 60 % compared to conventional PET/aluminium/PP solutions and therefore fulfils key requirements of the Packaging & Packaging Waste Regulation (PPWR).
In her presentation, Dr Ulrike Helmstedt from the Leibnitz Institute for Surface Modification explained how UV radiation opens up new ways of producing transparent, flexible barrier coatings. VUV conversion (vacuum ultraviolet radiation) can be used to produce ceramic oxide layers (e. g. SiOx, AlOx) at ambient temperature and normal pressure – without a vacuum process. In this way, sensitive substrates (e. g. PET) can be coated cost-effectively. This opens up prospects for sustainable, thermoformable and conductive barrier systems. Nanocomposite barriers produced with UV-initiated polymerisation use special fillers to extend the diffusion paths for gases (tortuosity principle). UV-curable resins also enable thicker, VOC-free protective coatings without hot air drying.
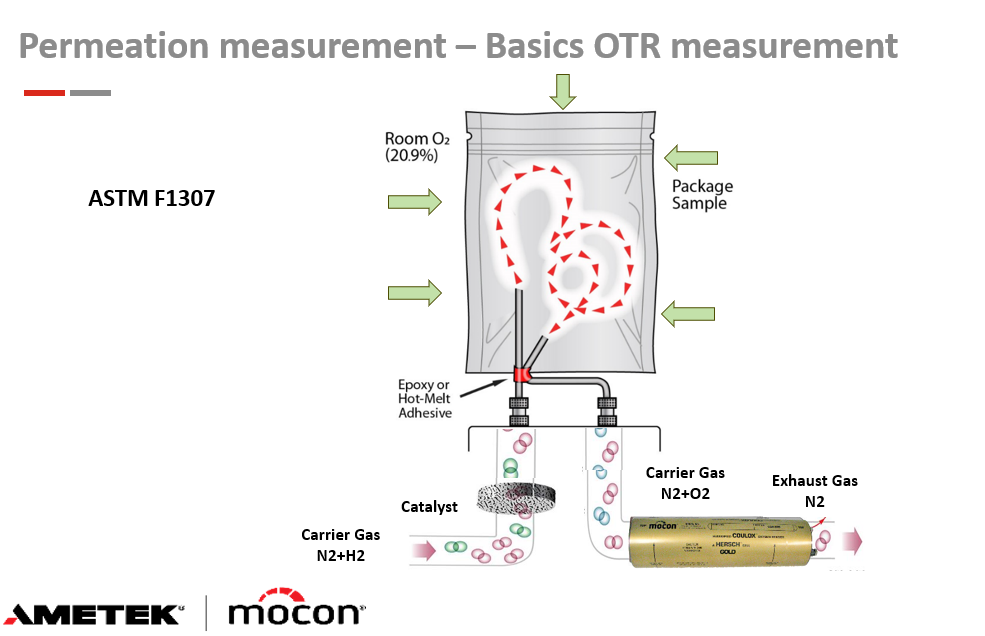
Schematic structure of a permeation measurement of flexible packaging. (Source: AMETEK GmbH (Business Unit Mocon))
In his presentation, Christoph Zerwas from Ametek, Business Unit Mocon, showed new approaches to barrier measurement for flexible packaging. They are becoming increasingly important, particularly in view of the growing variety of materials and increasing requirements for accuracy and reproducibility. The classic preparation of a permeation measurement with cutting and subsequent gluing with epoxy resin is time-consuming, error-prone and also critical to health. The new clamping solution using an adapter replaces gluing, saves up to 90 % preparation time, halves the measurement scatter and increases measurement reliability. This makes measurement significantly more efficient and sustainable – while reducing waste and operating errors at the same time.
In his presentation “Leak testing as a supplement to permeation measurements“, Alexander Tovar from Inficon GmbH pointed out that permeation can only be measured correctly if the packaging is completely sealed. However, the tightness of packaging is not an absolute condition, but is defined by verifiable leakage rates or O₂ concentrations. The selection of suitable test methods is based on these specifications. There are numerous measurement methods – from sensory tests to high-precision differential pressure and gas measurement methods. The pressure rise test in a flexible film chamber is particularly impressive due to its non-destructive, fast and reproducible results. For 100 % control in production, partially automated in-line systems are used to ensure high quality and process reliability.
Dr Kristina Eißenberger from the Albstadt-Sigmaringen University of Applied Sciences presented recyclable metallised multilayer films with an innovative protein barrier layer. Metallisation of the protein-based layer significantly improves the oxygen barrier, which increases product protection. At the same time, separable material structures enable single-origin recycling of the individual layers. The process allows enzymatic degradation of the protein coating, resulting in high-quality recyclates. These can be reused in closed material cycles. The aim is to create sustainable, bio-based packaging with a high level of functionality in the future, which enables a real circular economy through customised end-of-life solutions.
Karsten Schröder concluded the conference with a concise summary of all the presentations. It is time to think about packaging independently of the material. Depending on the application for which a packaging material is better suited, this may be paper, but for another application it may be (laminated) film or possibly even biomaterial. It is important to use the most suitable material in each case and not to think ideologically in one direction. This is what the PPWR demands and the big slogan is “Minimise! In its compactness, the conference showed that minimal packaging is not a trend, but the future. Innovation, dialogue and collaboration are driving sustainable solutions and shaping the packaging world of tomorrow.
Dubbed with ElevenLabs (oroginal language German)
The next packaging printing expert meeting will take place on 27/28 November 2025.

Transkript
So now I come to my very brief finale, a kind of summary of the one and a half days is of course not possible in 10 minutes. Before I get to that, I would like to thank everyone. Once again, thank you to these great speakers. It can really be said that the program truly came together. Many thanks for the great preparatory work and that involves many hours, uh, a small round of applause perhaps for our speakers. So many thanks Thomas for taking us into this complex world of PPWR right at the start.
Actually, it is sort of the guideline for these one and a half days. Everything today revolves around the flexible packaging industry, especially the PPWR for flexible packaging. This is a gigantic opportunity. Other packaging systems have huge problems. I believe we can do a lot and we need to free ourselves, in my opinion, from this focus on materials. We need to think independently of the material. Depending on whether paper is better for a particular application, film is better or maybe even biomaterials.
We need to choose those and not ideologically push in only one direction. That is what the PPWR demands and the big slogan above it, as you have said multiple times, minimize, minimize, minimize, and what is the minimal packaging? The banana peel and then comes the flexible packaging in this sense. Uh, thank you Thomas for this great contribution. And then Boles took us a bit into the, uh, business models of, uh, polyethylene. A great presentation, uh, uh, dear Florian from you. Uh, that was exciting for me.
As a Polyolefin fan, uh, that’s what floats on the seas and we ensure that this doesn’t happen anymore, that they no longer end up in the seas, but instead that they become more sustainable, that they are recycled and become more recyclable and, uh, things are really progressing and you have materials that allow for clean welding of mono materials.
That’s why I chose this image as an example, to illustrate making the temperature gradient from the outer layer to the inner layer as large as possible with your expertise in polymer structures. Really great. Many, many thanks for that. Then we always need, uh, windmill and wood when we want to produce film. Um, but it doesn’t always have to be a new machine and that’s also a new sustainable approach. That’s why it fits perfectly with this overarching theme we’ve discussed here yesterday and today.
MDO retrofitting into existing systems is possible, is often economical, and Hendricks’ team has doubled since he’s been doing it. Um, you can see that there is a demand for it and I believe that is also a good contribution. Oh, you don’t always have to buy a new machine. You can also retrofit and upgrade something. Um, um, then Fraunhofer was strongly represented with various institutes this time, but everything fit well into the theme and, uh, Benedict, many thanks once for the podcast. Almost 4,000 plays.
We’re going to hit 4,000 and uh, um, thank you also for the measurement technology you provide us with, we, we need to be able to reliably measure these thin, invisible layers. Otherwise we cannot bring them to the market. We are responsible for ensuring that when we bring mass products to the market, they also work 100% for that. We also need to measure with you one can buy something like this and it can also be further developed.
Thank you very much for the offer and thank you also for the support here at the conference. Then Norbert took us into the world of coating, coating machines, coating technologies, great advances there. Two high speeds, 600 meters and faster. Uh, we learned a lot from the aqueous phase. So the machinery technology has also evolved with the new coating chemicals, new coating systems and materials. Uh, essentially we can coat anything we want today in the various systems.
Prozesstechnologie und Wertschöpfung Verpackung
Thank you very much Norbert, for being here at the Inno-Forum for the first time. Feel free to come again. Wonderful thing. Yes, Bob’s one barrier is almost indispensable in the Flexpack world. You could almost say not only because I have already recorded two podcast episodes there, but because it is simply fascinating how a mechanical engineer thinks about processes and sells a customer.
Not only steel and iron and software, but also process technology and finished products which are actually very valuable for our industry where various players are also involved in developing and providing the ingredients. Thank you very much Marco for the great first lecture here in front of such an audience. You did a fantastic job and I already noticed you’ve taken a liking to it. You’ll definitely be back on this podium. Thank you. Yes. Then we had a double lecture. We always like to do that.
Mondi and um, traceless are working together. That has been announced here, as they say in modern German. Thank you. Uh, Thomas Itz, uh, and Marissa for once again highlighting the synergies between non-plastic traceless is somewhat similar, but it comes from different sources and paper. What synergies arise there, how paper can be made waterproof, how it can be made sealable with this sustainable material. Traceless, you are in the scale up phase.
I am curious about 2029 I believe was the date, how far we will be by then, whether we can really get the large industrial quantities that we already need now. Thank you very much for the great contribution. Yes, and then um, Dr. Hasor took us through the LCA analysis, once again actually the foundation for determining the environmental compatibility of packaging at all. And we heard in several presentations that it is not just the material but really always the packaged item.
And I would go even further to the entire process. We really need to evaluate the process well and we are still too weak in this area. I now know some companies that have a button in their SAP or whatever ERP system they use where they can press for the CO2 footprint. That’s already the right path. Just like today we do financial accounting to calculate profit. We also need to have an LCA analysis at the push of a button for products.
And there are companies that already have that, um, which have for example switched packaging types, packaging systems because they saw, oh, we are leaving too large a footprint. So thank you for that LCA analysis. Also, everything is uh, calculable today and uh, yes, manageable, yes. And then this somewhat different presentation. Andreas Dietrich is known for speaking from practice for practice and you not only have the cutting expertise for sausage, cheese and everything surrounding it, but you can also package it.
And when it’s packaged, you also ensure that it remains fresh for a long time, not just with what is already known but also with bacterial cultures. You’ve also entered into collaborations for that and I already noticed in the discussion last night it was interesting for many, uh, thought about it quite differently. Uh, and also this lubricant between the slices so you can separate the ham. Crazy. I still prefer to buy it freshly sliced from the butcher, especially in Spain. That would be a disgrace.
So thank you very much Andreas for the great presentation. Yes. Then this morning we continued with Frank Jacobs, but this time arriving by bicycle, uh, RMT, we talked about fiber based materials, um, standup pouches as one of the possible packaging materials. Then we had um, Mr. Roski here who showed us how to get a very dense coating on paper with some primer and a little effort using osmosis and even with bio osmosis and preferably also compostable. So all of this is possible today.
Lösungsansätze der Verpackungsindustrie
So dive into the toolkit and we have it in our hands. We, the packaging industry can really also bring that to the shelves and reduce the footprint. Amcor outstanding the products. Exactly.
What I particularly liked was addressing the problem areas and saying, look, this is what we can manage as a, we are not blindly delivering this to the market, but we know our imperfections and manage them and we can now deliver sterilization resistant mono material, high barrier films made from polypropylene with a guarantee of barriers remaining after the sterilization process. I understand under one cubic centimeter. And this is truly something that five years ago one would not even have dreamed of today.
It is available on the shelves. And a side note, dear Philip, I also noticed, uh, the quantities are increasing. Thank you. Aluminum is decreasing and here an aluminum company is waiting and the other non aluminum films are increasing and you don’t hear that from everyone. Was it like that with you? Thank you also for these insights should motivate all of us to continue thinking in this direction, not because aluminum is bad, we need aluminum for other things, but not for Flexpack.
Actually according to PPWR, it’s just not appropriate for that. So, and first of all here also IOM Nice that you managed to finish the presentation this morning. It was worth it. I believe you felt it too. Thank you very much for taking us into the future. I must say into perhaps five to 10 years. That’s roughly the horizon where completely different coatings can be made, possibly transferred from the technical field here into Flexpack. Earlier I presented maybe for the first time, maybe not for the last time.
I am interested in this long-term future. I believe everyone feels the same. We have to set the course today, which might only bring us the return on investment in five or 10 years. And one must inform oneself. And for that I say a heartfelt thank you. Yes, everyone knows Mocon, almost everyone knows Amatech here in the hall at least. We talked about permeation measurements and there are other device manufacturers. We saw them outside. Labthink also exists. They also build such devices.
It’s only fair to say that there are now several on the market. Mocon has been the standard for many, many years. By the way, I was born in 1966. I learned that Mocon was also founded then. So that’s a kind of nice anecdote and the trend is really moving towards saturated packaging and that is a good thing. There’s that infamous study from AFI from almost 20 years ago, um, stating that every second package no longer has a modified atmosphere by the end of its shelf life. Even though it once had one.
Every second package is so leaky and has such poor permeation that it wouldn’t actually be marketable anymore. They once did that in a study you can read everything about it and to avoid something like that, you need to check the finished package for tightness. That was then done by Mr. Tova, the successor of Mr. Serva, so to speak, from the home office. Also very modern presenting from the home office is also cool. We have it every time it’s at the conference.
You need to select the leak test very carefully so that you can even perform MR services barrier measurement. By the way, we actually perform a leak test before every permeability measurement to ensure all closures are tight, especially for package tests that otherwise there’s no point in starting the measurement. The devices are far too sensitive and the sensor is too expensive for that. At Inficon you get leak testing methods and especially the know-how, how tight is actually tight. What level do I need?
Barriereanforderungen nach Anwendungsfall
I don’t always need technical tightness. Sometimes bacterial tightness or water tightness is sufficient. It always depends. You can look up now how we do it. Yes, and this is my favorite topic. Bioeconomy, the biocycle, you know it from cradle to cradle or the technical cycle. I am all for the biocycle and I believe that we technicians will do a lot of research and many application experiments in the next decades until we finally understand how it works in nature and it actually shows us everything.
I think we are on a good path. Thank you very much, dear Ms. Iceberg, for the great lecture here for the first time also at Innoform. I will stop by the SPI one of these days and take a look at everything. We also hold events together there and it always works out really well. Thanks for that too. Yes, a note on our own behalf. We will now only hold the Inno-Talk six times a year because we have so many in-person events again, otherwise it just becomes too much. The next Inno-Talk free online.
Always two keynote speeches at the cutting edge of the times, as I always say, will now be in English again. We are doing this together with our European Association, Flexible Packaging Europe. G***o at the camp also always moderates everything when the events are in English. We also always have German ones, which I then do. So please tune in again. Um, you can register for free. It’s fun. There’s always a nice discussion at the end. And one last announcement on our own behalf.
We have the printing conference, as we say, commonly known as the expert meeting for packaging printing. This time at the company Fullman in Minden at a paint factory. And competitors are also welcome to join. That is a great training center they have there. We went there this time especially because there is a benefit and added value. We want to breed some more life back into the packaging printing conference. We have had slightly declining participant numbers that cannot be because printing is booming at the moment.
The printing industry, I always look at Siegwerk here, is changing significantly and so are the printing inks. You might know that NC binders are currently out of stock. The arms manufacturers need them for their gunpowder, that is nitrocellulose. And now we in the printing inks can’t get it at a reasonable competitive price anymore. I see that as an advantage because we are finally moving to polyurethane printing inks. They become competitive.
Uh, and, and so we can finally, uh, uh, that uh, despite the negative influence of the walls we are currently dealing with, draw very positive conclusions for printing technology and introduce new colors to the market that are much more recyclable and above all manageable today. And also have other advantages such as durability and much more so. So for those interested in the printers, Dina will summarize these one and a half days in writing. Again, we will publish this soon.
Dita always offers to write a large summary for each speaker. He is one of the gifted technical editors in the Flexpack industry. There are not many of those. And if you are interested gladly, we will send it around to this group again. And in this sense, I say thank you, enjoy your meal, have fun during the tour perhaps, and come back soon. Thank you. Goodbye.
Leave a Reply
You must be logged in to post a comment.